Agua para la Caldera
Una planta de calderas de vapor debe operar de manera segura, con máxima eficiencia de combustión y transferencia de calor. Para ayudar a lograr esto y una vida larga y de bajo mantenimiento, el agua de la caldera puede tratarse químicamente.
Agua para la Caldera
Agua para la Caldera
Los objetivos operativos para la planta de calderas de vapor incluyen:
- Operación segura.
- Máxima eficiencia de combustión y transferencia de calor.
- Mantenimiento mínimo.
- Vida útil larga. La calidad del agua usada para producir el vapor en la caldera tendrá un profundo efecto en el cumplimiento de estos objetivos. Existe la necesidad de que la caldera opere bajo los siguientes criterios:
- Libertad de sarro - Si la dureza está presente en el agua de alimentación y no se controla químicamente, entonces ocurrirá la formación de sarro en las superficies de transferencia de calor, reduciendo la transferencia de calor y la eficiencia - haciendo necesaria la limpieza frecuente de la caldera. En casos extremos, pueden ocurrir puntos calientes locales, llevando a daño mecánico o incluso falla del tubo.
- Libertad de corrosión y ataque químico - Si el agua contiene gases disueltos, particularmente oxígeno, es probable que ocurra corrosión de las superficies de la caldera, tuberías y otro equipo. Si el valor de pH del agua es demasiado bajo, la solución ácida atacará las superficies metálicas. Si el valor de pH es demasiado alto, y el agua es alcalina, pueden ocurrir otros problemas como la espumación. La fragilización cáustica o el agrietamiento cáustico también deben prevenirse para evitar la falla del metal. El agrietamiento y la fragilización son causados por una concentración demasiado alta de hidróxido de sodio. Las calderas remachadas más antiguas son más susceptibles a este tipo de ataque; sin embargo, se necesita cuidado en calderas soldadas modernas en los extremos de los tubos.
Vapor de buena calidad
Vapor de buena calidad
Si las impurezas en el agua de alimentación de la caldera no se tratan adecuadamente, puede ocurrir el arrastre de agua de la caldera al sistema de vapor. Esto puede llevar a problemas en otras partes del sistema de vapor, tales como:
- Contaminación de las superficies de las válvulas de control - Esto afectará su operación y reducirá su capacidad.
- Contaminación de las superficies de transferencia de calor de la planta de proceso - Esto aumentará la resistencia térmica, y reducirá la efectividad de la transferencia de calor.
- Restricción de los orificios de las trampas de vapor - Esto reducirá las capacidades de las trampas de vapor, y finalmente llevará a la inundación de la planta, y reducción de la producción. El arrastre puede ser causado por dos factores:
- Cebado - Esta es la expulsión de agua de caldera a la toma de vapor y es generalmente debida a uno o más de los siguientes: -Operar la caldera con un nivel de agua demasiado alto. -Operar la caldera por debajo de su presión de diseño; esto aumenta el volumen y la velocidad del vapor liberado de la superficie del agua. -Demanda excesiva de vapor.
- Espumación - Esta es la formación de espuma en el espacio entre la superficie del agua y la toma de vapor. Cuanto mayor sea la cantidad de espumación, mayores serán los problemas experimentados. Las siguientes son indicaciones y consecuencias de la espumación: -El agua goteará desde la conexión de vapor del indicador de nivel; esto hace difícil determinar con precisión el nivel de agua. -Las sondas de nivel, flotadores y celdas de presión diferencial tienen dificultad para determinar con precisión el nivel de agua. -Pueden sonar alarmas, y el(los) quemador(es) pueden incluso ‘bloquearse’. Esto requerirá el reinicio manual del panel de control de la caldera antes de que se pueda restablecer el suministro. Estos problemas pueden ser total o parcialmente debidos a la espumación en la caldera. Sin embargo, porque la espumación es endémica al agua de caldera, se requiere una mejor comprensión de la espuma misma:
- Definición de superficie - La espuma en un vaso de cerveza se sienta sobre el líquido, y la interfaz líquido/espuma está claramente definida. En un líquido hirviendo, la superficie del líquido es indistinta, variando desde unas pocas burbujas pequeñas de vapor en el fondo del recipiente, hasta muchas burbujas grandes de vapor en la parte superior.
- La agitación aumenta la espumación - La tendencia es hacia calderas más pequeñas para una tasa de vaporización dada. Las calderas más pequeñas tienen menos área de superficie de agua, por lo que la tasa a la que el vapor se libera por metro cuadrado de área de agua aumenta. Esto significa que la agitación en la superficie es mayor. Se deduce entonces que las calderas más pequeñas son más propensas a la espumación.
- Dureza - El agua dura no hace espuma. Sin embargo, el agua de caldera se ablanda deliberadamente para prevenir la formación de sarro, y esto le da una propensión a hacer espuma.
- Sustancias coloidales - La contaminación del agua de caldera con un coloide en suspensión, por ejemplo, leche, causa espumación violenta. Nota: Las partículas coloidales son menores de 0,0001 mm de diámetro, y pueden pasar a través de un filtro normal.
- Nivel de TDS - A medida que el TDS del agua de caldera aumenta, las burbujas de vapor se vuelven más estables, y son más reacias a estallar y separarse. Acción correctiva contra el arrastre Las siguientes alternativas están abiertas al Gerente de Ingeniería para minimizar la espumación en la caldera:
- Operación - La operación suave de la caldera es importante. Con una caldera operando bajo carga constante y dentro de sus parámetros de diseño, la cantidad de humedad arrastrada con el vapor puede ser menos del 2%. Si los cambios de carga son rápidos y de gran magnitud, la presión en la caldera puede caer considerablemente, iniciando condiciones extremadamente turbulentas a medida que el contenido de la caldera destella a vapor. Para empeorar las cosas, la reducción en la presión también significa que el volumen específico del vapor aumenta, y las burbujas de espuma son proporcionalmente más grandes. Si las condiciones de la planta son tales que los cambios sustanciales en la carga son normales, puede ser prudente considerar: -Controles de nivel de agua de caldera de modulación si actualmente están instalados encendido/apagado. -Controles de ‘excedente’ que limitarán el nivel hasta el cual se permite que caiga la presión de la caldera. -Un acumulador de vapor (véase el Módulo 22 de este Bloque). -Controles de ‘prealimentación’ que llevarán la caldera a la presión de operación máxima antes de que se aplique la carga. -Controles de ‘apertura lenta’ que llevarán la planta en línea sobre un período predeterminado.
- Control químico - Se pueden añadir agentes antiespumantes al agua de la caldera. Estos operan rompiendo las burbujas de espuma. Sin embargo, estos agentes no son efectivos al tratar espumas causadas por sólidos suspendidos.
- Control de TDS - Se debe encontrar un equilibrio entre: -Un nivel alto de TDS con su economía de operación asociada. -Un nivel bajo de TDS que minimiza la espumación.
- Seguridad - Los peligros del sobrecalentamiento debido al sarro, y de la corrosión por gases disueltos, son fáciles de entender. En casos extremos, la espumación, el sarro y la formación de lodo pueden llevar a que los controles de nivel de agua de la caldera detecten niveles impropios, creando un peligro para el personal y el proceso por igual.
Tratamiento externo de agua
Tratamiento externo de agua
Se acepta generalmente que donde sea posible en calderas de vapor, el tratamiento principal del agua de alimentación debe ser externo a la caldera.
Un resumen de la calidad del agua tratada que podría obtenerse de los varios procesos, basado en un suministro de agua cruda dura típico, se muestra en la Tabla 3.9.2. Esta es el agua con la que la planta de tratamiento externo tiene que lidiar.
Los procesos de tratamiento externo de agua pueden listarse como:
- Ósmosis inversa - Un proceso donde el agua pura se fuerza a través de una membrana semipermeable dejando una solución concentrada de impurezas, que se rechaza como desecho.
- Cal; ablandamiento con cal/sosa - Con el ablandamiento con cal, la cal hidratada (hidróxido de calcio) reacciona con los bicarbonatos de calcio y magnesio para formar un lodo removible. Esto reduce la dureza alcalina (temporal). El ablandamiento con cal/sosa (ceniza de sodio) reduce la dureza no alcalina (permanente) por reacción química.
- Intercambio iónico - Es con diferencia el método más ampliamente usado de tratamiento de agua para calderas de carcasa que producen vapor saturado. Este módulo se concentrará en los siguientes procesos por los cuales se trata el agua: Intercambio básico, Desalcalización y Desmineralización.
Intercambio iónico
Intercambio iónico
Un intercambiador iónico es un material insoluble normalmente hecho en forma de perlas de resina de 0,5 a 1,0 mm de diámetro. Las perlas de resina generalmente se emplean en forma de un lecho empacado contenido en un recipiente a presión de plástico reforzado con vidrio. Las perlas de resina son porosas e hidrofílicas - es decir, absorben agua. Dentro de la estructura de la perla hay grupos iónicos fijos con los cuales están asociados iones intercambiables móviles de carga opuesta. Estos iones móviles pueden ser reemplazados por iones de carga similar, de las sales disueltas en el agua que rodea las perlas.
Ablandamiento por intercambio básico
Ablandamiento por intercambio básico
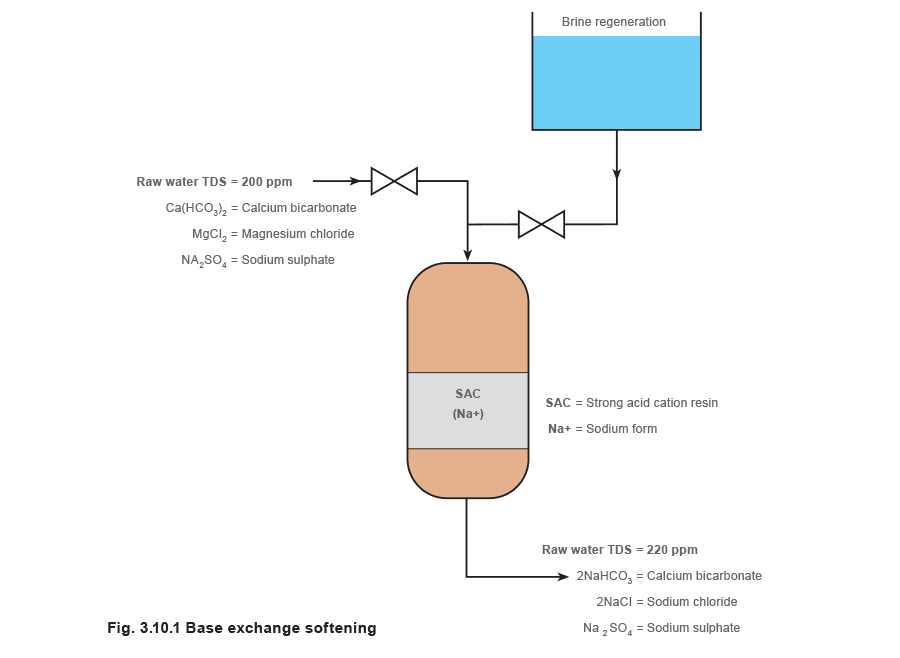
Esta es la forma más simple de intercambio iónico y también la más ampliamente usada. El lecho de resina se activa inicialmente (carga) pasando una solución de salmuera al 7 - 12% (cloruro de sodio o sal común) a través de él, lo que deja la resina rica en iones de sodio. A partir de entonces, el agua a ablandar se bombea a través del lecho de resina y ocurre el intercambio iónico. Los iones de calcio y magnesio desplazan los iones de sodio de la resina, dejando el agua enriquecida en sales de sodio. Las sales de sodio permanecen en solución a concentraciones y temperaturas muy altas y no forman sarro nocivo en la caldera.
De la Figura 3.10.1 se puede ver que los iones de dureza total se intercambian por sodio. Con el ablandamiento por intercambio de base de sodio no hay reducción en el nivel de sólidos disueltos totales (TDS en partes por millón o ppm) y ningún cambio en el pH. Todo lo que ha sucedido es un intercambio de un grupo de sales formadoras de sarro potencialmente nocivas por otro tipo de sales no formadoras de sarro menos nocivas. Como no hay cambio en el nivel de TDS, el agotamiento del lecho de resina no puede detectarse por un aumento en la conductividad (TDS y conductividad están relacionados). La regeneración se activa por lo tanto en una base de tiempo o flujo total.
Los ablandadores son relativamente baratos de operar y pueden producir agua tratada de manera confiable durante muchos años. Pueden usarse exitosamente incluso en áreas de alta dureza alcalina (temporal) siempre que se retorne al menos el 50% del condensado. Donde hay poco o ningún retorno de condensado, es preferible un tipo más sofisticado de intercambio iónico.
A veces se emplea un tratamiento de ablandamiento con cal/sosa como pre-tratamiento antes del intercambio básico. Esto reduce la carga en las resinas.
Desalcalización
Desalcalización
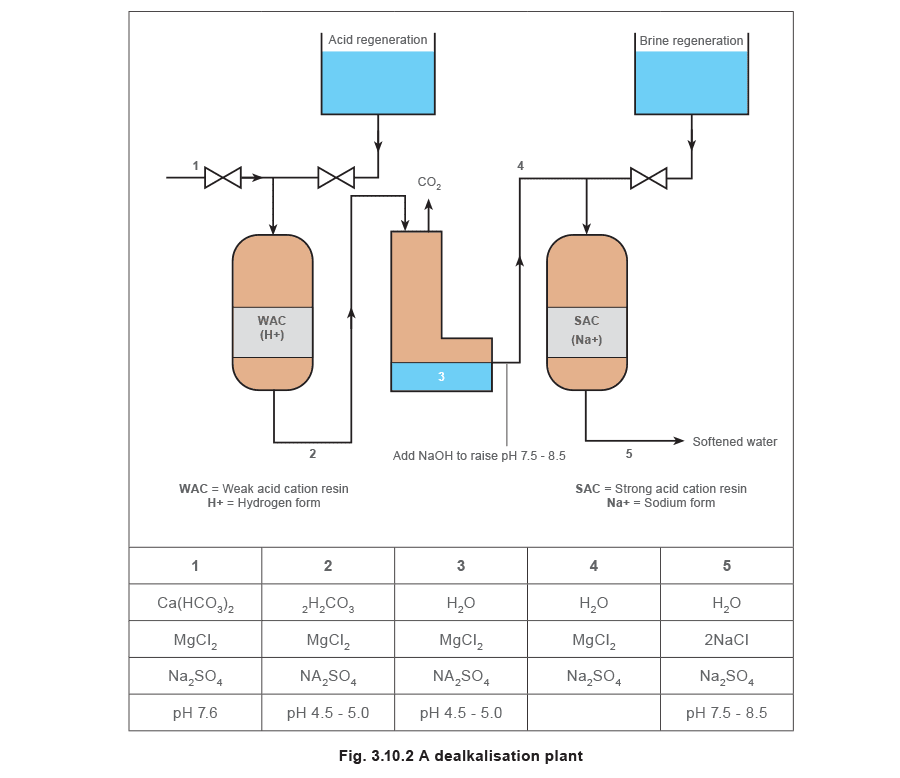
La desventaja del ablandamiento por intercambio básico es que no hay reducción en el TDS y la alcalinidad. Esto puede superarse con la eliminación previa de la alcalinidad y esto generalmente se logra mediante el uso de un desalcalizador.
Hay varios tipos de desalcalizador pero la variedad más común se muestra en la Figura 3.10.2. Es realmente un conjunto de tres unidades, un desalcalizador, seguido de un desgasificador y luego un ablandador de intercambio básico.
Desalcalizador
Desalcalizador
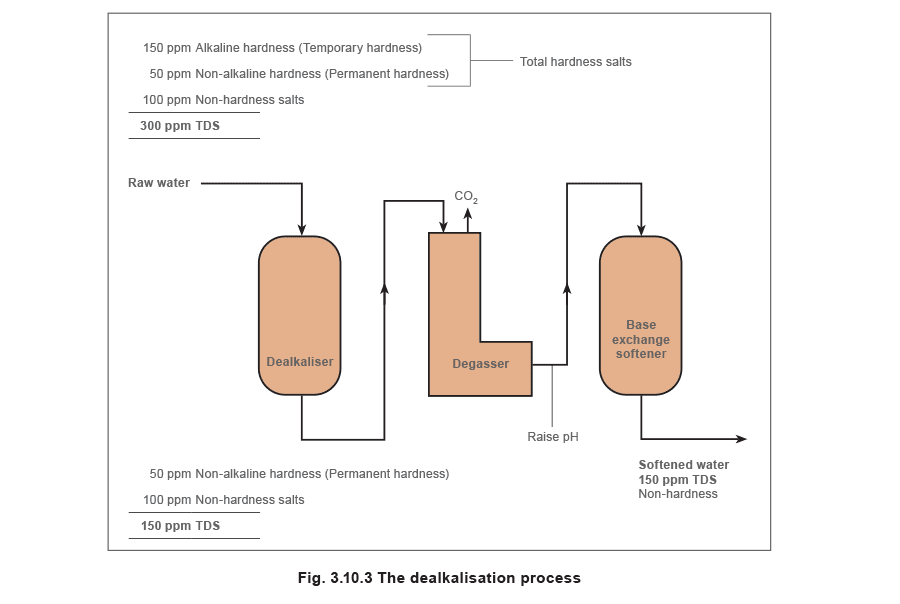
El sistema mostrado en la Figura 3.10.3 se llama a veces ablandamiento de ‘flujo dividido’. Un desalcalizador rara vez se usaría sin un ablandador de intercambio básico, ya que la solución producida es ácida y causaría corrosión, y cualquier dureza permanente pasaría directamente a la caldera.
Una planta de desalcalización eliminará la dureza temporal como se muestra en la Figura 3.10.3. Este sistema generalmente se emplearía cuando se va a usar un porcentaje muy alto de agua de reposición.
Desmineralización
Desmineralización
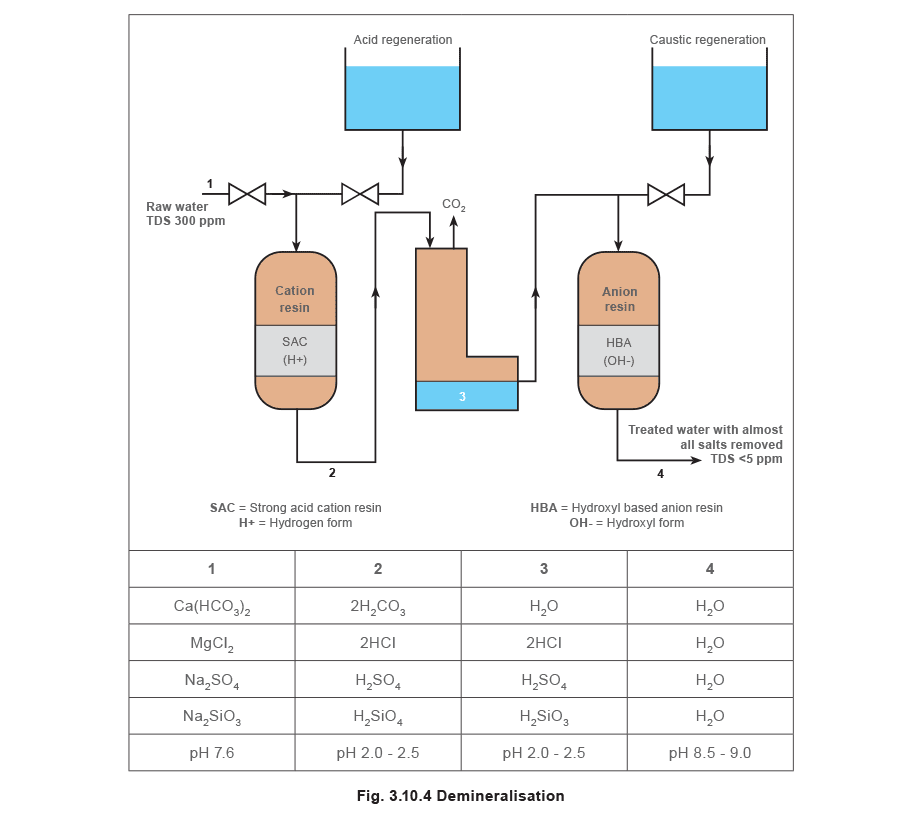
Este proceso eliminará virtualmente todas las sales. Implica pasar el agua cruda a través de resinas de intercambio catiónico y aniónico (Figura 3.10.4). A veces las resinas pueden contenerse en un recipiente y esto se denomina desmineralización de ‘lecho mixto’. El proceso elimina virtualmente todos los minerales y produce agua de muy alta calidad que casi no contiene sólidos disueltos. Se usa para calderas de muy alta presión como las de centrales eléctricas. Si el agua cruda tiene una gran cantidad de sólidos suspendidos, estos contaminarán rápidamente el material de intercambio iónico, aumentando drásticamente los costos operativos. En estos casos, puede ser necesario algún pre-tratamiento del agua cruda como clarificación o filtración.
Selección de la planta de tratamiento externo de agua
Selección de la planta de tratamiento externo de agua
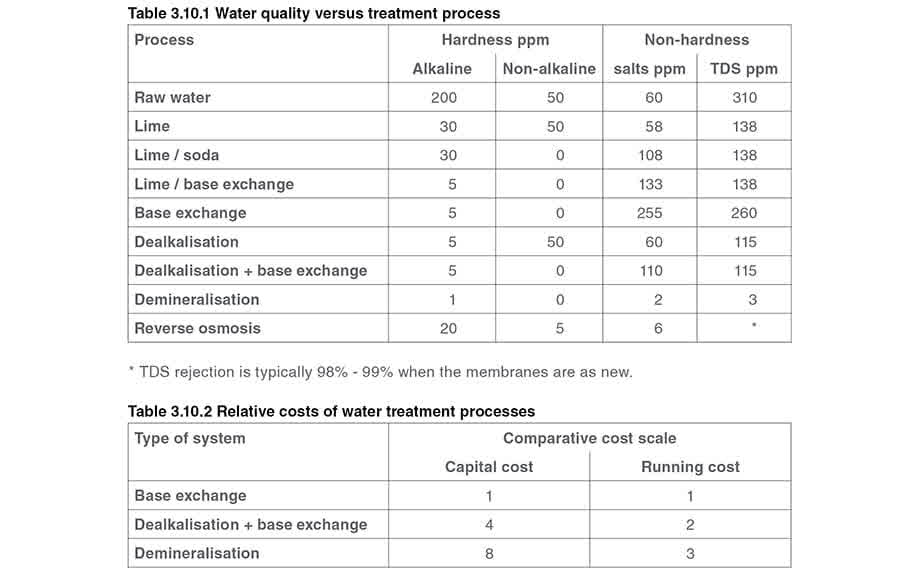
Mirando la Tabla 3.10.1, es tentador pensar que siempre se debe usar una planta de desmineralización. Sin embargo, cada sistema tiene un costo de capital y un costo operativo, como ilustra la Tabla 3.10.2, más las demandas de la planta individual necesitan ser evaluadas.
Planta de calderas de carcasa
Planta de calderas de carcasa
Generalmente, las calderas de carcasa son capaces de tolerar un nivel de TDS bastante alto, y los costos relativamente bajos de capital y operación de las plantas de ablandamiento por intercambio básico (véase la Tabla 3.10.2) generalmente las convertirán en la primera elección.
Si el suministro de agua cruda tiene un valor alto de TDS, y/o la tasa de retorno de condensado es baja (<40%), hay algunas opciones que pueden considerarse:
- Pre-tratamiento con cal/sosa que causará que la dureza alcalina precipite como carbonato de calcio e hidróxido de magnesio, y luego drene del recipiente de reacción.
- Una planta de desalcalización para reducir el nivel de TDS del agua suministrada a la planta de calderas.
Planta de calderas de tubos de agua
Planta de calderas de tubos de agua
La planta de calderas de tubos de agua es mucho menos tolerante con altos niveles de TDS, e incluso menos a medida que la presión aumenta. Esto se debe a una serie de razones, incluyendo:
- Las calderas de tubos de agua tienen un área de superficie de agua limitada en el tambor de vapor, relativa a la tasa de evaporación. Esto resulta en tasas de liberación de vapor muy altas por unidad de área de agua, y turbulencia.
- Las calderas de tubos de agua tienden a ser de mayor capacidad, quizás sobre 1 000 toneladas/h de vapor. Esto significa que incluso un pequeño porcentaje de purga puede representar una gran masa a purgar.
- Las calderas de tubos de agua tienden a operar a presiones más altas, generalmente hasta 150 bar g. Cuanto mayor sea la presión, mayor será la energía contenida en el agua de purga. Las presiones más altas también significan temperaturas más altas. Esto significa que los materiales de construcción estarán sujetos a mayores esfuerzos térmicos, y estarán operando más cerca de sus limitaciones metalúrgicas. Incluso una pequeña cantidad de contaminación interna que impida la transferencia de calor de los tubos al agua puede resultar en que los tubos se sobrecalienten.
- Las calderas de tubos de agua a menudo incorporan un recalentador. El vapor saturado seco del tambor de vapor puede dirigirse a tubos de recalentador situados en el área de mayor temperatura del horno. Cualquier arrastre de agua contaminada con el vapor recubriría el interior de los tubos del recalentador, e inhibiría la transferencia de calor con resultados potencialmente desastrosos.
Los factores anteriores significan que:
- El tratamiento de agua de alta calidad es esencial para la operación segura de este tipo de planta.
- Puede ser económicamente viable invertir en una planta de tratamiento de agua que minimice las tasas de purga. En cada uno de estos casos, la selección será a menudo una planta de desmineralización o una de ósmosis inversa.
Resumen
Resumen
La calidad del agua cruda es obviamente un factor importante al elegir una planta de tratamiento de agua. Aunque los niveles de TDS afectarán el rendimiento de la operación de la caldera, otros temas, como la alcalinidad total o el contenido de sílice pueden a veces ser más importantes y entonces dominar el proceso de selección del equipo de tratamiento de agua.