Calderas de Carcasa
Visión general de los diferentes tipos de calderas de carcasa con disposiciones, consideraciones de liberación de calor y vapor, más limitaciones de presión y producción.
Las calderas de carcasa pueden definirse como aquellas calderas en las que las superficies de transferencia de calor están todas contenidas dentro de una carcasa de acero. Las calderas de carcasa también pueden denominarse calderas de ‘tubos de fuego’ o ‘tubos de humo’ porque los productos de combustión pasan a través de los tubos de la caldera, que a su vez transfieren calor al agua de la caldera circundante.
Se usan varias combinaciones diferentes de disposición de tubos en calderas de carcasa, involucrando el número de pases que el calor del horno de la caldera hará útilmente antes de ser descargado.
Las Figuras 3.2.1a y 3.2.1b muestran una configuración típica de caldera de dos pases.
La Figura 3.2.1a muestra una caldera de fondo seco donde los gases calientes son invertidos por una cámara revestida de refractario en las placas exteriores de la caldera.
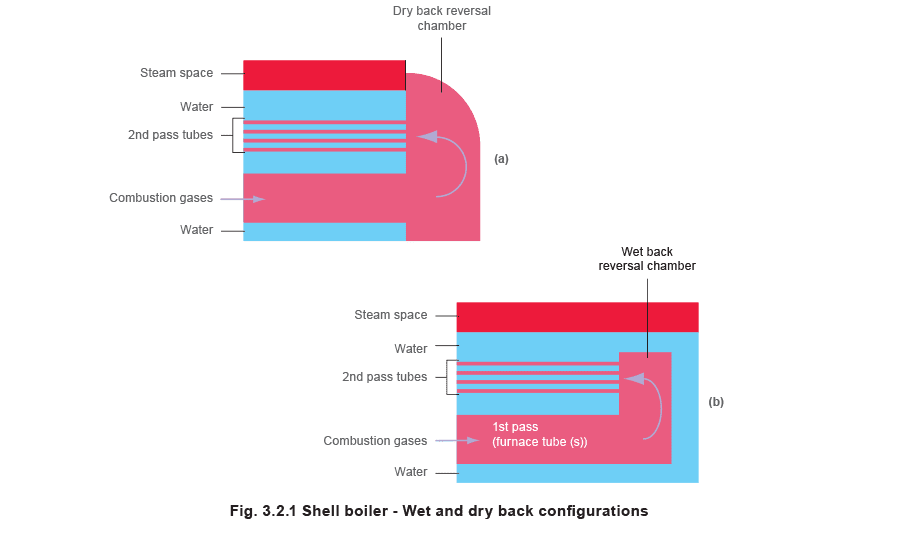 La Figura 3.2.1b muestra un método más eficiente de invertir los gases calientes a través de una configuración de caldera de fondo húmedo. La cámara de inversión está contenida completamente dentro de la caldera. Esto permite un mayor área de transferencia de calor, así como permitir que el agua de la caldera se caliente en el punto donde el calor del horno será mayor - en el extremo de la pared de la cámara.
Es importante notar que los gases de combustión deben enfriarse al menos a 420°C para calderas de acero común y 470°C para calderas de acero aleado antes de entrar en la cámara de inversión. Temperaturas superiores a esto causarán sobrecalentamiento y agrietamiento de las placas finales de los tubos. El diseñador de la caldera habrá tenido esto en consideración, y es un punto importante si se consideran diferentes combustibles.
Se han desarrollado varios tipos diferentes de calderas de carcasa, que ahora se verán con más detalle.
La Figura 3.2.1b muestra un método más eficiente de invertir los gases calientes a través de una configuración de caldera de fondo húmedo. La cámara de inversión está contenida completamente dentro de la caldera. Esto permite un mayor área de transferencia de calor, así como permitir que el agua de la caldera se caliente en el punto donde el calor del horno será mayor - en el extremo de la pared de la cámara.
Es importante notar que los gases de combustión deben enfriarse al menos a 420°C para calderas de acero común y 470°C para calderas de acero aleado antes de entrar en la cámara de inversión. Temperaturas superiores a esto causarán sobrecalentamiento y agrietamiento de las placas finales de los tubos. El diseñador de la caldera habrá tenido esto en consideración, y es un punto importante si se consideran diferentes combustibles.
Se han desarrollado varios tipos diferentes de calderas de carcasa, que ahora se verán con más detalle.
Caldera Lancashire
Caldera Lancashire
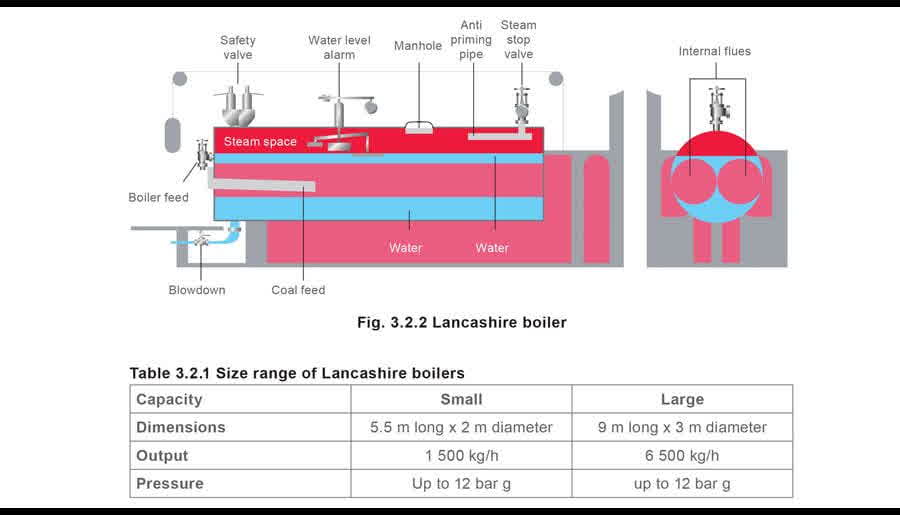
Sir William Fairbairn desarrolló la caldera Lancashire en 1844 a partir de la caldera Cornish de un solo conducto de Trevithick. Aunque solo unas pocas todavía están en operación, fueron ubicuas y fueron las predecesoras de las calderas sofisticadas y altamente eficientes usadas hoy.
La caldera Lancashire comprendía una gran carcasa de acero generalmente entre 5 - 9 m de largo a través de la cual pasaban dos tubos de horno de gran diámetro llamados conductos. Parte de cada conducto era corrugado para absorber la expansión cuando la caldera se calentaba, y para prevenir el colapso bajo presión. Un horno se instalaba en la entrada de cada conducto, en el extremo frontal de la caldera. Típicamente, el horno se disponía para quemar carbón, siendo alimentado manual o automáticamente.
Los productos gaseosos calientes de combustión pasaban del horno a través de los grandes conductos corrugados. El calor de los gases calientes de combustión se transfería al agua circundante a estos conductos.
La caldera estaba en un mampuesto de ladrillo dispuesto para canalizar los gases calientes emergentes de los conductos hacia abajo y por debajo de la caldera, transfiriendo calor a través del fondo de la carcasa de la caldera, y en segundo lugar de vuelta a lo largo de los lados de la caldera antes de salir por la chimenea.
Estos dos conductos laterales se encontraban en la parte trasera de la caldera y alimentaban a la chimenea.
Estos pases eran un intento de extraer la máxima cantidad de energía de los gases calientes del producto antes de ser liberados a la atmósfera.
Posteriormente, la eficiencia se mejoró con la adición de un economizador. La corriente de gas, después del tercer pase, pasaba a través del economizador a la chimenea. El economizador calentaba el agua de alimentación y resultaba en una mejora en la eficiencia térmica.
Una de las desventajas de la caldera Lancashire era que el calentamiento y enfriamiento repetidos de la caldera, con la expansión y contracción resultantes que ocurrían, alteraban el mampuesto de ladrillo y los conductos. Esto resultaba en la infiltración de aire, que perturbaba el tiro del horno.
Estas calderas serían ahora muy caras de producir, debido a la gran cantidad de material usado y la mano de obra requerida para construir el mampuesto de ladrillo.
 El gran tamaño y capacidad de agua de estas calderas tenía una serie de ventajas significativas:
El gran tamaño y capacidad de agua de estas calderas tenía una serie de ventajas significativas:
- Las demandas repentinas de gran vapor, como el arranque de un motor de extracción de pozo, podían tolerarse fácilmente porque la reducción resultante en la presión de la caldera liberaba abundantes cantidades de vapor destellado del agua de caldera mantenida a temperatura de saturación. Estas calderas bien podían haber sido alimentadas manualmente, en consecuencia la respuesta a una disminución en la presión de la caldera y la demanda de más combustible habría sido lenta.
- El gran volumen de agua significaba que aunque la tasa de vaporización podía variar ampliamente, la tasa de cambio del nivel de agua era relativamente lenta. El control de nivel de agua habría sido de nuevo manual, y el operador arrancaría una bomba de alimentación de agua de alimentación de vapor alternativa, o ajustaría una válvula de agua de alimentación para mantener el nivel de agua deseado.
- La alarma de nivel bajo era simplemente un flotador que descendía con el nivel de agua, y abría un puerto a un silbato de vapor cuando se alcanzaba un nivel predeterminado.
- La gran área de superficie de agua en relación con la tasa de vaporización significaba que la tasa a la que el vapor se liberaba de la superficie (expresada en kg por metro cuadrado) era baja. Esta baja velocidad significaba que, incluso con agua que contenía altas concentraciones de Sólidos Disueltos Totales (TDS), había amplia oportunidad para que las partículas de vapor y agua se separaran y se suministrara vapor seco a la planta. A medida que los sistemas de control, materiales y técnicas de fabricación se han vuelto más sofisticados, confiables y rentables, el diseño de la planta de calderas ha cambiado.
Caldera económica (dos pases, fondo seco)
Caldera económica (dos pases, fondo seco)
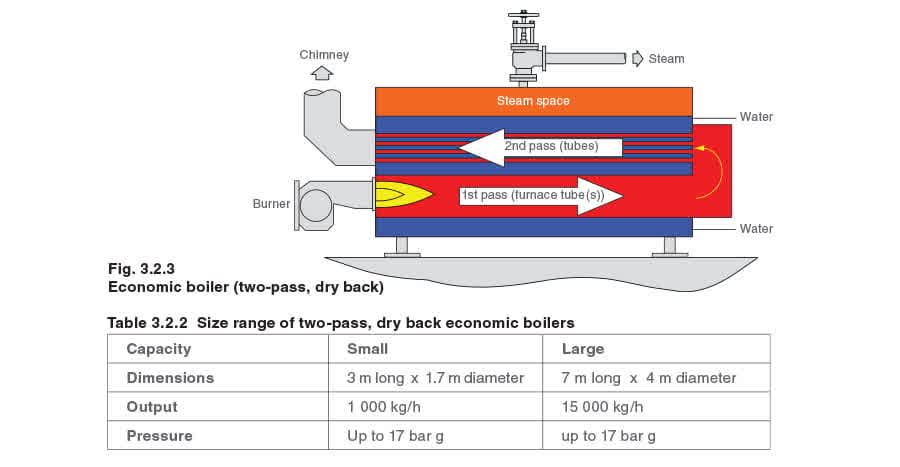
La caldera económica de dos pases era solo aproximadamente la mitad del tamaño de una caldera Lancashire equivalente y tenía una mayor eficiencia térmica. Tenía una carcasa cilíndrica exterior conteniendo dos tubos de horno corrugados de gran diámetro actuando como las cámaras de combustión principales. Los gases calientes de combustión salían de los dos tubos de horno en la parte trasera de la caldera a un mampuesto de ladrillo (fondo seco) y eran desviados a través de una serie de tubos de pequeño diámetro dispuestos sobre los grandes tubos de horno. Estos tubos de pequeño diámetro presentaban una gran superficie de calentamiento al agua. Los gases de combustión salían de la caldera por el frente y entraban a un ventilador de tiro inducido, que los pasaba a la chimenea.
Caldera económica (tres pases, fondo húmedo)
Caldera económica (tres pases, fondo húmedo)
Un desarrollo adicional de la caldera económica fue la creación de una caldera de tres pases de fondo húmedo que es una configuración estándar en uso hoy, (véase la Figura 3.2.4).
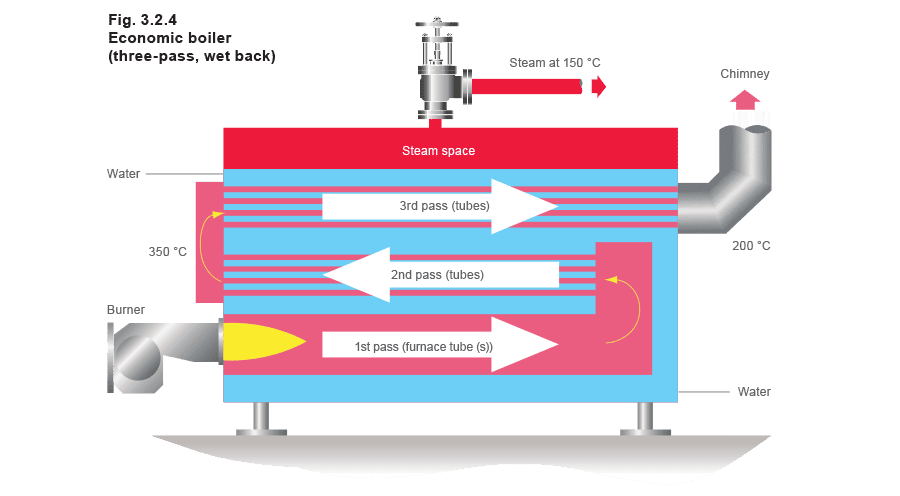 Este diseño ha evolucionado a medida que los materiales y la tecnología de fabricación han avanzado: se introdujeron tubos de metal más delgados permitiendo acomodar más tubos, mejorar las tasas de transferencia de calor, y las propias calderas volverse más compactas.
Los datos típicos de transferencia de calor para una caldera económica de tres pases de fondo húmedo se muestran en la Tabla 3.2.3.
Este diseño ha evolucionado a medida que los materiales y la tecnología de fabricación han avanzado: se introdujeron tubos de metal más delgados permitiendo acomodar más tubos, mejorar las tasas de transferencia de calor, y las propias calderas volverse más compactas.
Los datos típicos de transferencia de calor para una caldera económica de tres pases de fondo húmedo se muestran en la Tabla 3.2.3.

Caldera empaquetada
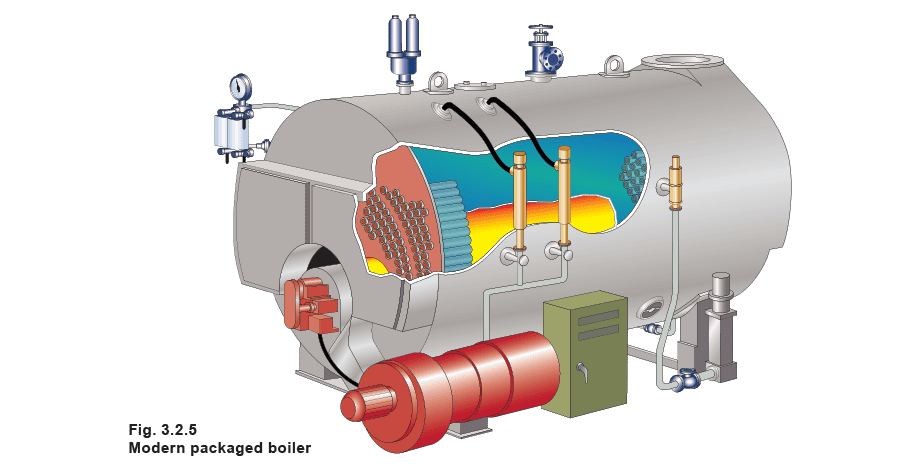
Caldera empaquetada
A principios de la década de 1950, el Ministerio de Combustible y Energía del Reino Unido patrocinó investigación para mejorar la planta de calderas. El resultado de esta investigación fue la caldera empaquetada, resultante del desarrollo adicional de la caldera económica de tres pases de fondo húmedo. Mayormente, estas calderas fueron diseñadas para usar aceite en lugar de carbón. La caldera empaquetada se llama así porque viene como un paquete completo con quemador, controles de nivel, bomba de alimentación y todos los accesorios y montajes necesarios de la caldera. Una vez entregada en sitio, solo requiere las tuberías de vapor, agua y purga, suministro de combustible y conexiones eléctricas para ser operativa. El desarrollo también ha tenido un efecto significativo en el tamaño físico de las calderas para una producción dada:
- Los fabricantes querían hacer las calderas tan pequeñas como fuera posible para ahorrar en materiales y por lo tanto mantener su producto competitivo.
- La eficiencia se ayuda haciendo la caldera tan pequeña como sea práctico; cuanto más pequeña sea la caldera y menor su superficie, menos calor se pierde al ambiente. Hasta cierto punto la conciencia universal de la necesidad de aislamiento, y el alto rendimiento de los modernos materiales aislantes, reduce este problema.
- Los consumidores querían las calderas tan pequeñas como fuera posible para minimizar la cantidad de espacio de piso necesario para la sala de calderas, y por lo tanto aumentar el espacio disponible para otros propósitos.
- Las calderas con dimensiones más pequeñas (para la misma producción de vapor) tienden a ser de menor costo de capital. La Tabla 3.2.4 demuestra esto, y otros factores.
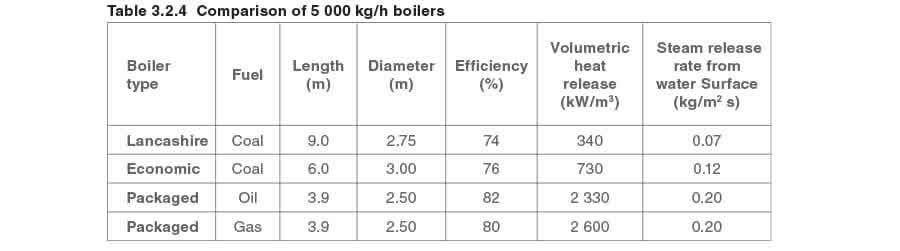
Liberación volumétrica de calor (kW/m3)
Liberación volumétrica de calor (kW/m3)
Este factor se calcula dividiendo la entrada total de calor por el volumen de agua en la caldera. Efectivamente relaciona la cantidad de vapor liberada bajo carga máxima con la cantidad de agua en la caldera. Cuanto menor sea este número, mayor será la cantidad de energía de reserva en la caldera. Note que la cifra para una caldera moderna relativa a una caldera Lancashire, es mayor por un factor de casi ocho, indicando una reducción en la energía almacenada por una cantidad similar. Esto significa que una cantidad reducida de energía almacenada está disponible en una caldera moderna. Este desarrollo ha sido posible por los sistemas de control que responden rápidamente y con acciones apropiadas para salvaguardar la caldera y satisfacer la demanda.
Tasa de liberación de vapor (kg/m2s)
Tasa de liberación de vapor (kg/m2s)
Este factor se calcula dividiendo la cantidad de vapor producida por segundo por el área del plano de agua. Cuanto menor sea este número, mayor será la oportunidad para que las partículas de agua se separen del vapor y produzcan vapor seco. Note que la cifra de la caldera moderna es mayor por un factor de casi tres. Esto significa que hay menos oportunidad para la separación de vapor y gotas de agua. Esto se hace mucho peor por el agua con un nivel alto de TDS, y el control preciso es esencial para la eficiencia y la producción de vapor seco. En tiempos de aumento rápido de carga, la caldera experimentará una reducción de presión, que, a su vez, significa que la densidad del vapor se reduce, y ocurrirán tasas de liberación de vapor aún más altas, y progresivamente se exportará vapor más húmedo de la caldera.
Calderas de cuatro pases
Calderas de cuatro pases
Las unidades de cuatro pases son potencialmente las más eficientes térmicamente, pero el tipo de combustible y las condiciones operativas pueden impedir su uso. Cuando este tipo de unidad se dispara a baja demanda con aceite combustible pesado o carbón, la transferencia de calor de los gases de combustión puede ser muy grande. Como resultado, la temperatura de salida del gas de combustión puede caer por debajo del punto de rocío ácido, causando corrosión de las chimeneas y conductos y posiblemente de la propia caldera. La unidad de caldera de cuatro pases también está sujeta a mayores esfuerzos térmicos, especialmente si ocurren grandes cambios de carga repentinamente; estos pueden llevar a grietas por esfuerzo o fallas dentro de la estructura de la caldera. Por estas razones, las calderas de cuatro pases son inusuales.
Caldera de llama invertida/dedal
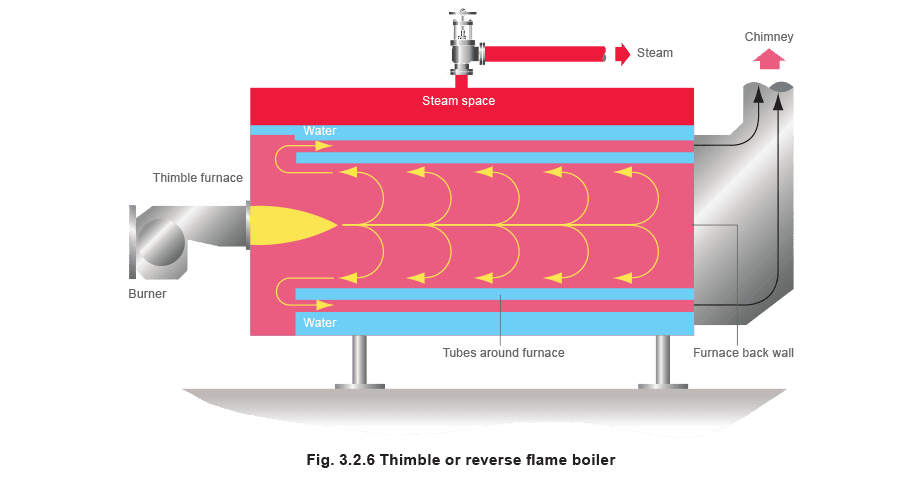
Caldera de llama invertida/dedal
Esta es una variación del diseño convencional de caldera. La cámara de combustión es en forma de dedal, y el quemador dispara por el centro. La llama se devuelve sobre sí misma dentro de la cámara de combustión para llegar al frente de la caldera. Los tubos de humo rodean el dedal y pasan los gases de combustión a la parte trasera de la caldera y la chimenea.
Limitaciones de presión y producción de calderas tipo carcasa
Limitaciones de presión y producción de calderas tipo carcasa
Los esfuerzos que pueden imponerse en la caldera están limitados por normas nacionales. El esfuerzo máximo ocurrirá alrededor de la circunferencia de un cilindro. Esto se llama esfuerzo ‘circunferencial’ o ‘de aro’. El valor de este esfuerzo puede calcularse usando la Ecuación 3.2.1:
 De esto se puede deducir que el esfuerzo circunferencial aumenta a medida que el diámetro aumenta. Para compensar esto, el fabricante de la caldera usará placas más gruesas. Sin embargo, esta placa más gruesa es más difícil de enrollar y puede necesitar alivio de esfuerzos con un espesor de placa sobre 32 mm.
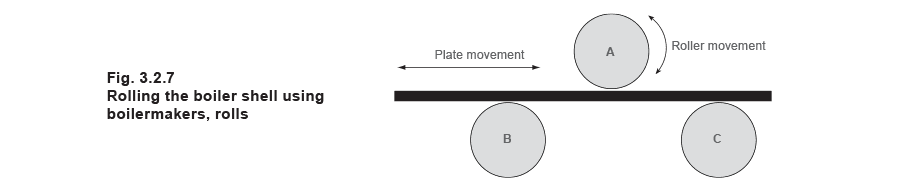
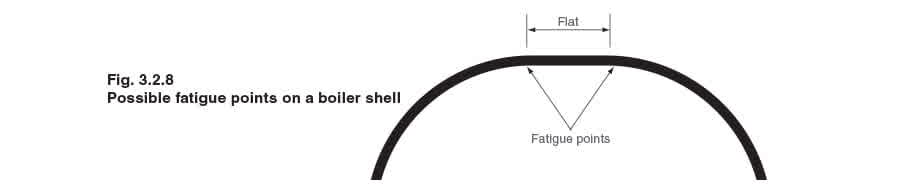
Uno de los problemas en fabricar una caldera es en el enrollado de la placa para la carcasa. Los rodillos de los fabricantes de calderas, como se muestran en las Figuras 3.2.7 y 3.2.8, no pueden curvar los extremos de la placa y dejarán por lo tanto una parte plana:
De esto se puede deducir que el esfuerzo circunferencial aumenta a medida que el diámetro aumenta. Para compensar esto, el fabricante de la caldera usará placas más gruesas. Sin embargo, esta placa más gruesa es más difícil de enrollar y puede necesitar alivio de esfuerzos con un espesor de placa sobre 32 mm.
Uno de los problemas en fabricar una caldera es en el enrollado de la placa para la carcasa. Los rodillos de los fabricantes de calderas, como se muestran en las Figuras 3.2.7 y 3.2.8, no pueden curvar los extremos de la placa y dejarán por lo tanto una parte plana:
- El rodillo A se ajusta hacia abajo para reducir el radio de la curvatura.
- Los rodillos B y C son motorizados para tirar la placa a través de los rodillos.
- Los rodillos no pueden curvar los extremos de la placa.
 Cuando las placas se sueldan juntas y la caldera se presuriza, la carcasa asumirá una sección transversal circular. Cuando la caldera se saca de línea, las placas volverán a la forma ‘tal como enrollada’. Este ciclo puede causar que ocurran grietas por fatiga a cierta distancia de las soldaduras de la carcasa. Es una causa de preocupación para los inspectores de calderas que periódicamente pedirán que se remueva todo el aislamiento de la caldera y luego usarán una plantilla para determinar la precisión de la curvatura de la carcasa de la caldera.
Cuando las placas se sueldan juntas y la caldera se presuriza, la carcasa asumirá una sección transversal circular. Cuando la caldera se saca de línea, las placas volverán a la forma ‘tal como enrollada’. Este ciclo puede causar que ocurran grietas por fatiga a cierta distancia de las soldaduras de la carcasa. Es una causa de preocupación para los inspectores de calderas que periódicamente pedirán que se remueva todo el aislamiento de la caldera y luego usarán una plantilla para determinar la precisión de la curvatura de la carcasa de la caldera.
 Obviamente, este problema es de mayor preocupación en calderas que experimentan muchos ciclos, como ser apagadas cada noche, y luego re-encendidas cada mañana.
Obviamente, este problema es de mayor preocupación en calderas que experimentan muchos ciclos, como ser apagadas cada noche, y luego re-encendidas cada mañana.
Limitación de presión
Limitación de presión
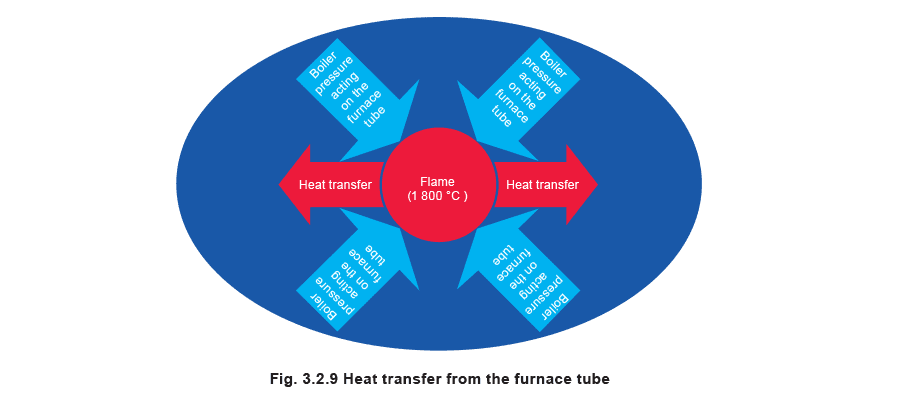
La transferencia de calor a través de los tubos del horno es por conducción. Es natural que la placa gruesa no conduzca el calor tan rápido como la placa delgada. La placa más gruesa también puede soportar más fuerza. Esto es de particular importancia en los tubos del horno donde la temperatura de la llama puede ser hasta 1 800°C, y debe lograrse un equilibrio entre:
- Una placa más gruesa, que tiene la resistencia estructural para soportar las fuerzas generadas por la presión en la caldera.
- Una placa más delgada, que tiene la capacidad de transferir calor más rápidamente.
La ecuación que conecta el espesor de la placa con la resistencia estructural es la Ecuación 3.2.1:
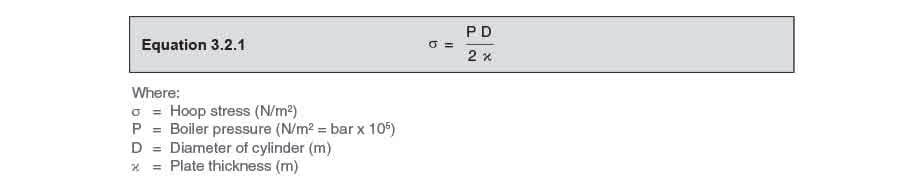 La Ecuación 3.2.1 muestra que a medida que el espesor de la placa disminuye, el esfuerzo aumenta para la misma presión de caldera.
La ecuación que conecta el espesor de la placa con la transferencia de calor es la Ecuación 2.5.1:
La Ecuación 3.2.1 muestra que a medida que el espesor de la placa disminuye, el esfuerzo aumenta para la misma presión de caldera.
La ecuación que conecta el espesor de la placa con la transferencia de calor es la Ecuación 2.5.1:
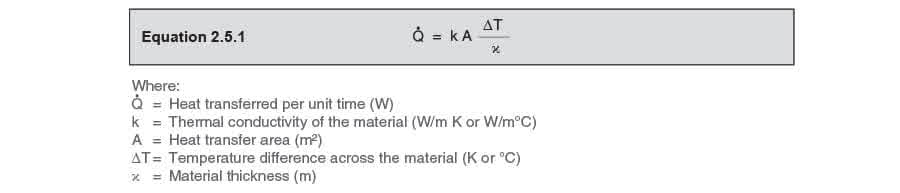 La Ecuación 2.5.1 muestra que a medida que el espesor de la placa disminuye, la transferencia de calor aumenta. Transponiendo ambas ecuaciones para reflejar el espesor de la placa.
La Ecuación 2.5.1 muestra que a medida que el espesor de la placa disminuye, la transferencia de calor aumenta. Transponiendo ambas ecuaciones para reflejar el espesor de la placa.
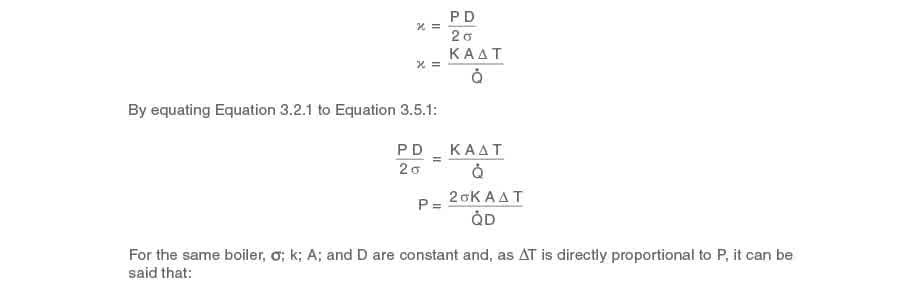
 Para cualquier caldera, si la tasa de transferencia de calor (q_dot) aumenta, la presión máxima permisible de la caldera se reduce.
Se alcanza un compromiso con un espesor de pared del tubo del horno de entre 18 mm y 20 mm. Esto se traduce en un límite práctico de presión para calderas de carcasa de alrededor de 27 bar.
Para cualquier caldera, si la tasa de transferencia de calor (q_dot) aumenta, la presión máxima permisible de la caldera se reduce.
Se alcanza un compromiso con un espesor de pared del tubo del horno de entre 18 mm y 20 mm. Esto se traduce en un límite práctico de presión para calderas de carcasa de alrededor de 27 bar.
Limitación de producción
Limitación de producción
Las calderas de carcasa se fabrican como unidades empaquetadas con todo el equipo auxiliar fijado en posición. Después de la fabricación, la caldera empaquetada debe transportarse al sitio y la caldera más grande que puede transportarse por carretera en el Reino Unido tiene una producción de alrededor de 27 000 kg/h.
Si se requieren más de 27 000 kg/h, entonces se usan instalaciones de múltiples calderas. Sin embargo, esto tiene la ventaja de proporcionar mejor seguridad de suministro y mejor modulación de la planta.

Resumen
Resumen
La caldera de carcasa altamente eficiente y receptiva de hoy es el resultado de más de 150 años de desarrollo en:
- Diseño de calderas y quemadores.
- Ciencia de materiales.
- Técnicas de fabricación de calderas.
- Sistemas de control. Para garantizar su operación exitosa y eficiente, el usuario debe:
- Conocer las condiciones, entorno y características de demanda de la planta, y especificar con precisión estas condiciones al fabricante de la caldera.
- Proporcionar un diseño de sala de calderas e instalación que promueva una buena operación y mantenimiento.
- Seleccionar los sistemas de control que permitan a la caldera operar de manera segura y eficiente.
- Seleccionar los sistemas de control que apoyarán a la caldera en suministrar vapor seco a la planta a las presiones y tasas de flujo requeridas.
- Identificar el combustible a usar y, si es necesario, dónde y cómo almacenar de manera segura la reserva de combustible. Ventajas de las calderas de carcasa:
- Toda la planta puede comprarse como un paquete completo, solo necesitando asegurarse a cimientos básicos, y conectarse a los sistemas de agua, electricidad, combustible y vapor antes de la puesta en marcha. Esto significa que los costos de instalación se minimizan.
- Esta disposición de paquete también significa que es simple reubicar una caldera de carcasa empaquetada.
- Una caldera de carcasa contiene una cantidad sustancial de agua a temperatura de saturación, y por lo tanto tiene una cantidad sustancial de energía almacenada que puede utilizarse para lidiar con cargas rápidamente aplicadas a corto plazo. Esto también puede ser una desventaja en que cuando se usa la energía en el agua almacenada, puede tomar algún tiempo antes de que la reserva se reconstruya.
- La construcción de una caldera de carcasa es generalmente sencilla, lo que significa que el mantenimiento es simple.
- Las calderas de carcasa a menudo tienen un tubo de horno y un quemador. Esto significa que los sistemas de control son bastante simples.
- Aunque las calderas de carcasa pueden diseñarse y construirse para operar hasta 27 bar, la mayoría operan a 17 bar o menos. Esta presión relativamente baja significa que el equipo auxiliar asociado está fácilmente disponible a precios competitivos. Desventajas de las calderas de carcasa: El principio de paquete significa que aproximadamente 27 000 kg/h es la producción máxima de una caldera de carcasa. Si se necesita más vapor, entonces se necesitan conectar varias calderas juntas. Los cilindros de gran diámetro usados en la construcción de calderas de carcasa efectivamente limitan su presión de operación a aproximadamente 27 bar. Si se necesitan presiones más altas, entonces se requiere una caldera de tubos de agua.