Control de TDS en el Agua de la Caldera
La necesidad de medir y controlar los sólidos disueltos totales (TDS) en el agua de la caldera, y los métodos utilizados para hacerlo, incluyendo control electrónico de bucle cerrado con sensores de conductividad.
Control de TDS en el Agua de la Caldera
Control de TDS en el Agua de la Caldera
A medida que una caldera genera vapor, cualquier impureza que esté en el agua de alimentación de la caldera y que no se evapore con el vapor se concentrará en el agua de la caldera.
A medida que los sólidos disueltos se concentran cada vez más, las burbujas de vapor tienden a volverse más estables, fallando en estallar cuando alcanzan la superficie del agua de la caldera. Llega un punto (dependiendo de la presión de la caldera, tamaño y carga de vapor) donde una parte sustancial del espacio de vapor en la caldera se llena de burbujas y la espuma se arrastra al colector principal de vapor.
Esto es obviamente indeseable no solo porque el vapor está excesivamente húmedo al salir de la caldera, sino que contiene agua de caldera con un alto nivel de sólidos disueltos y posiblemente suspendidos. Estos sólidos contaminarán las válvulas de control, los intercambiadores de calor y las trampas de vapor.
Mientras que la formación de espuma puede ser causada por altos niveles de sólidos suspendidos, alta alcalinidad o contaminación por aceites y grasas, la causa más común de arrastre (siempre que estos otros factores estén adecuadamente controlados) es un alto nivel de Sólidos Disueltos Totales (TDS). El control cuidadoso del nivel de TDS del agua de caldera junto con la atención a estos otros factores debe asegurar que los riesgos de espumación y arrastre se minimicen.
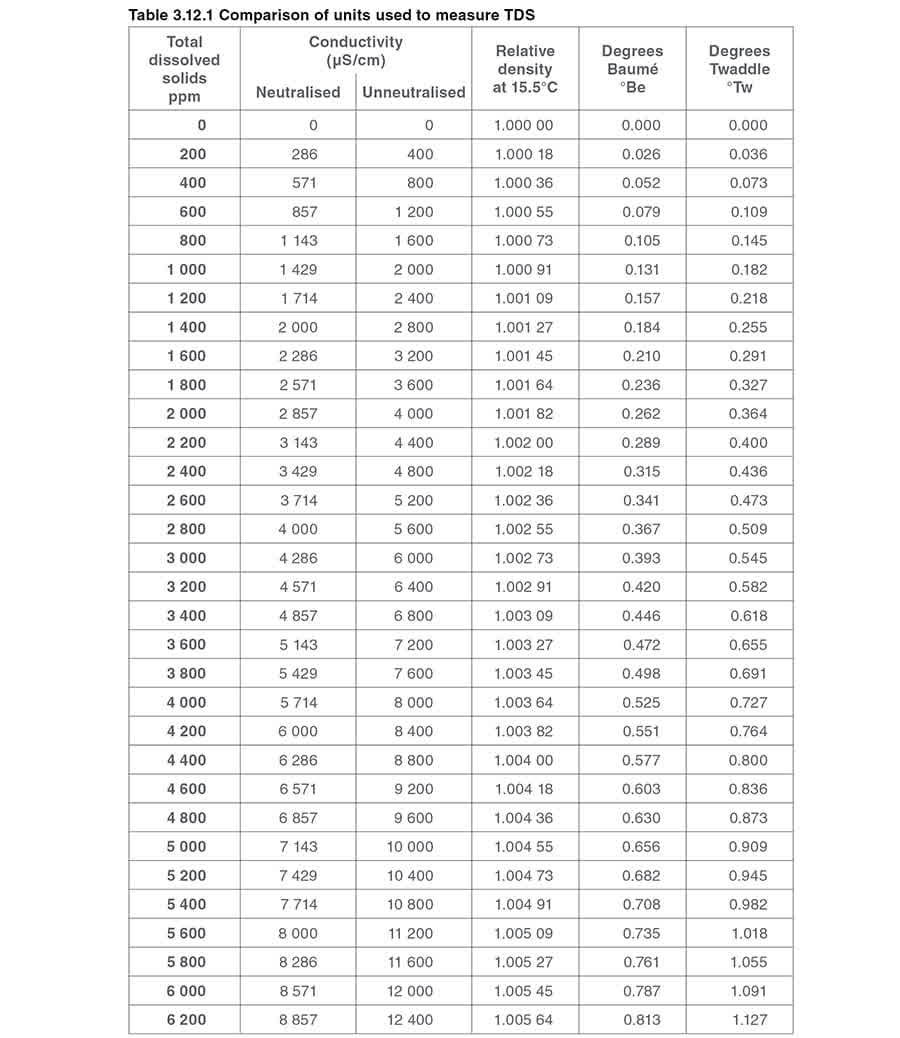
El TDS puede expresarse en una serie de unidades diferentes, y la Tabla 3.12.1 da algunas conversiones aproximadas de TDS en ppm a otras unidades.
Los grados Baumé y grados Twaddle (también escritos Twaddell) son escalas alternativas de hidrómetro.
Muestreo del agua de caldera
Muestreo del agua de caldera
El TDS del agua de caldera puede medirse ya sea:
- Tomando una muestra y determinando el TDS externamente a la caldera, o
- Un sensor dentro de la caldera proporcionando una señal a un monitor externo.
Muestreo para análisis externo
Al tomar una muestra de agua de caldera es importante asegurar que sea representativa. No se recomienda que la muestra se tome de indicadores de nivel o cámaras de control externas; el agua aquí es condensado relativamente puro formado por la condensación continua de vapor en el vidrio/cámara externa. De manera similar, las muestras tomadas cerca de la conexión de entrada de agua de alimentación de la caldera pueden dar una lectura falsa.
Hoy en día, la mayoría de los fabricantes de calderas instalan una conexión para purga de TDS, y generalmente es posible obtener una muestra representativa de esta ubicación.
Si simplemente se extrae agua de la caldera, una proporción se destellará violentamente a vapor a medida que su presión se reduzca. No solo esto es potencialmente muy peligroso para el operador, sino que cualquier análisis posterior también será bastante incorrecto, debido a que la pérdida del vapor destellado concentrará la muestra.
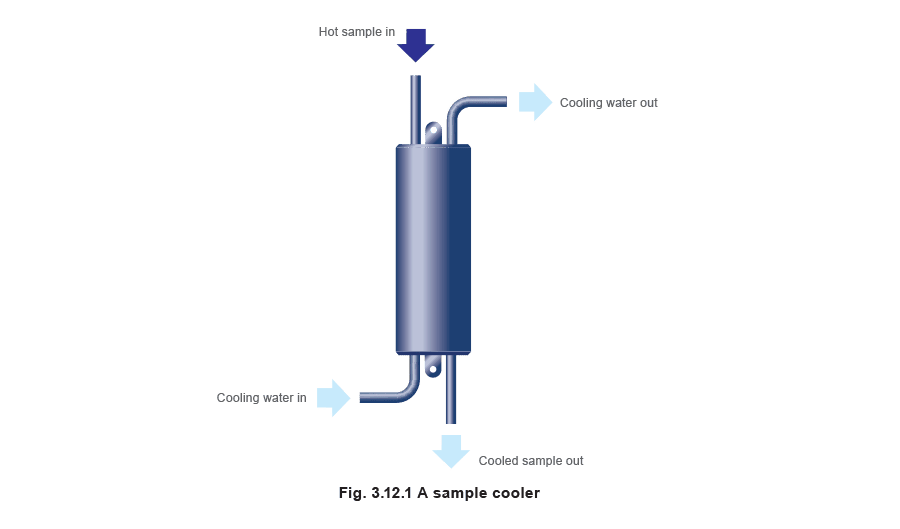
Dado que se necesita una muestra fría para el análisis, un enfriador de muestras también ahorrará tiempo considerable y fomentará pruebas más frecuentes.
Un enfriador de muestras es un pequeño intercambiador de calor que usa agua fría de la red para enfriar la muestra de agua de purga.
Método de densidad relativa
Método de densidad relativa
La densidad relativa del agua está relacionada con su contenido de sólidos disueltos. Para agua cruda, agua de alimentación y condensado, la densidad relativa está tan cerca a la del agua pura que no puede medirse satisfactoriamente usando un hidrómetro. Para el agua de caldera, sin embargo, un hidrómetro puede usarse para obtener una medición aproximada de los sólidos disueltos, ya que para el agua de caldera cada aumento de 0,0001 de densidad relativa a 15,5°C es aproximadamente igual a 110 ppm. Se requiere un hidrómetro muy sensible que necesita manejo y uso cuidadosos si se va a obtener una medición satisfactoria del TDS. El procedimiento es generalmente como sigue:
- Filtrar la muestra enfriada de agua de caldera para eliminar cualquier sólido suspendido, que de otro modo daría una lectura falsa.
- Enfriar a 15,5°C
- Añadir unas gotas de un agente humectante para ayudar a prevenir que las burbujas se adhieran al hidrómetro.
- Colocar el hidrómetro en la muestra y girar suavemente para eliminar burbujas.
- Leer la densidad relativa.
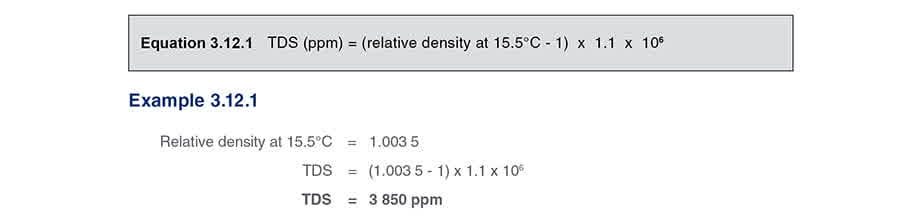
- Leer el TDS de una tabla suministrada con el hidrómetro o calcular el TDS en ppm usando la Ecuación 3.12.1:
 El hidrómetro es un instrumento delicado, que fácilmente puede dañarse. Para evitar obtener lecturas falsas debe verificarse regularmente contra agua destilada.
Método de conductividad
La conductividad eléctrica del agua también depende del tipo y cantidad de sólidos disueltos que contiene. Dado que la acidez y la alcalinidad tienen un gran efecto en la conductividad eléctrica, es necesario neutralizar la muestra de agua de caldera antes de medir su conductividad. El procedimiento es el siguiente:
El hidrómetro es un instrumento delicado, que fácilmente puede dañarse. Para evitar obtener lecturas falsas debe verificarse regularmente contra agua destilada.
Método de conductividad
La conductividad eléctrica del agua también depende del tipo y cantidad de sólidos disueltos que contiene. Dado que la acidez y la alcalinidad tienen un gran efecto en la conductividad eléctrica, es necesario neutralizar la muestra de agua de caldera antes de medir su conductividad. El procedimiento es el siguiente:
- Añadir unas gotas de solución indicadora de fenolftaleína a la muestra enfriada (< 25°C).
- Si la muestra es alcalina, se obtiene un color púrpura fuerte.
- Añadir ácido acético (típicamente 5%) gota a gota para neutralizar la muestra, mezclando hasta que el color desaparezca.
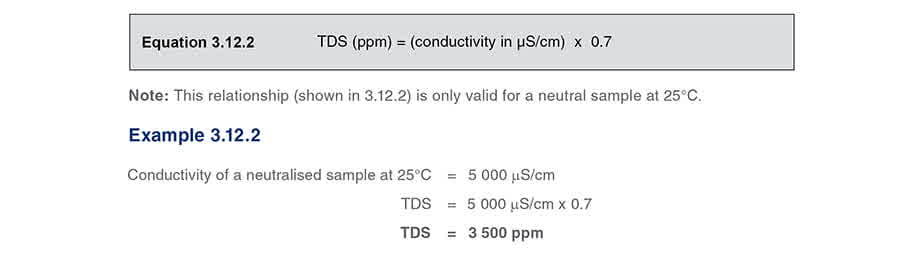
El TDS en ppm es entonces aproximadamente como se muestra en la Ecuación 3.12.2:
 Alternativamente, el medidor de conductividad compensado por temperatura alimentado por batería mostrado en la Figura 3.12.2 es adecuado para uso hasta una temperatura de 45°C.
Alternativamente, el medidor de conductividad compensado por temperatura alimentado por batería mostrado en la Figura 3.12.2 es adecuado para uso hasta una temperatura de 45°C.

Medición de conductividad en la caldera
Medición de conductividad en la caldera
Es necesario medir la conductividad del agua de caldera dentro de la caldera o en la línea de purga. Obviamente, las condiciones son muy diferentes de las de la muestra obtenida a través del enfriador de muestras que será enfriada y posteriormente neutralizada (pH = 7). Los principales aspectos son la gran diferencia de temperatura y el alto pH.
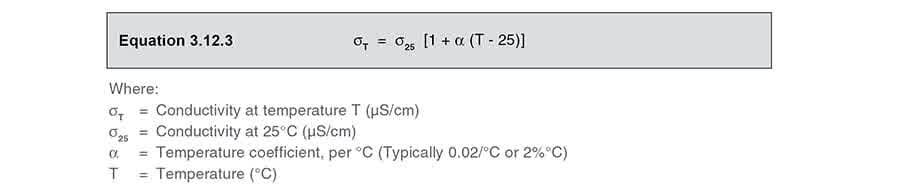
Un aumento en la temperatura resulta en un aumento en la conductividad eléctrica. Para el agua de caldera, la conductividad aumenta a una tasa de aproximadamente 2% (del valor a 25°C) por cada 1°C de aumento en temperatura. Esto puede escribirse como:
 Ejemplo 3.12.3
Una muestra de agua de caldera tiene una conductividad sin neutralizar de 5 000 μS/cm a 25°C. ¿Cuál es la conductividad del agua de caldera a 10 bar g? aumenta a una tasa de aproximadamente 2% (del valor a 25°C) por cada 1°C de aumento en temperatura. Esto puede escribirse como:
Ejemplo 3.12.3
Una muestra de agua de caldera tiene una conductividad sin neutralizar de 5 000 μS/cm a 25°C. ¿Cuál es la conductividad del agua de caldera a 10 bar g? aumenta a una tasa de aproximadamente 2% (del valor a 25°C) por cada 1°C de aumento en temperatura. Esto puede escribirse como:
 Esto significa que los efectos de la temperatura deben tenerse en cuenta en el controlador de purga, ya sea por compensación automática de temperatura, o asumiendo que la presión de la caldera (y por tanto la temperatura) es constante. Las pequeñas variaciones en la presión de la caldera durante las variaciones de carga tienen solo un efecto relativamente pequeño, pero si se requieren lecturas precisas de TDS en calderas que operan a presiones ampliamente variables, entonces la compensación automática de temperatura es esencial.
Constante de celda
Una sonda usada para medir la conductividad de un líquido tiene una ‘constante de celda’. El valor de esta constente depende de la disposición física de la sonda y del camino eléctrico a través del líquido.
Cuanto más lejos esté la punta de la sonda de cualquier parte de la caldera, mayor será la constante de celda. Cualquier diferencia en la constante de celda se tiene en cuenta al ‘calibrar’ el controlador.
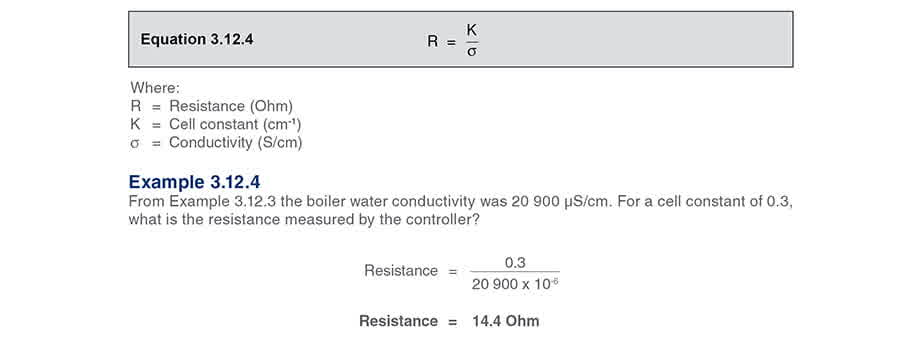
La conductividad y la resistencia están relacionadas por la constante de celda, como se ve en la Ecuación 3.12.4:
Esto significa que los efectos de la temperatura deben tenerse en cuenta en el controlador de purga, ya sea por compensación automática de temperatura, o asumiendo que la presión de la caldera (y por tanto la temperatura) es constante. Las pequeñas variaciones en la presión de la caldera durante las variaciones de carga tienen solo un efecto relativamente pequeño, pero si se requieren lecturas precisas de TDS en calderas que operan a presiones ampliamente variables, entonces la compensación automática de temperatura es esencial.
Constante de celda
Una sonda usada para medir la conductividad de un líquido tiene una ‘constante de celda’. El valor de esta constente depende de la disposición física de la sonda y del camino eléctrico a través del líquido.
Cuanto más lejos esté la punta de la sonda de cualquier parte de la caldera, mayor será la constante de celda. Cualquier diferencia en la constante de celda se tiene en cuenta al ‘calibrar’ el controlador.
La conductividad y la resistencia están relacionadas por la constante de celda, como se ve en la Ecuación 3.12.4:
Mientras que la conductividad del agua de caldera se convierte en resistencia a través de la sonda, no puede medirse usando un medidor de resistencia CC simple. Si se aplica un voltaje CC a la sonda, se forman diminutas burbujas de hidrógeno u oxígeno en la superficie debido a la electrólisis del agua. Este efecto, llamado polarización electrolítica, causa que se mida una resistencia mucho mayor. Por lo tanto, es necesario usar un voltaje CA para medir la resistencia de la sonda y este es el método que siempre se prefiere en los controladores de purga. Una frecuencia relativamente alta (por ejemplo 1 000 Hz) es necesaria para evitar la polarización en las altas conductividades del agua de caldera.
Decidir el TDS requerido del agua de caldera
Decidir el TDS requerido del agua de caldera
La concentración real de sólidos disueltos a la que puede comenzar la espumación variará de caldera a caldera. Las calderas de carcasa convencionales normalmente operan con el TDS en el rango de 2 000 ppm para calderas muy pequeñas, y hasta 3 500 ppm para calderas más grandes, siempre que:
- La caldera esté operando cerca de su presión de diseño.
- Las condiciones de carga de vapor no sean demasiado severas.
- Otras condiciones del agua de caldera estén correctamente controladas.
Purgar la caldera para mantener estos niveles de TDS debe ayudar a asegurar que se suministre vapor razonablemente limpio y seco a la planta.
La Tabla 3.12.2 proporciona algunas pautas generales sobre los niveles máximos permisibles de TDS del agua de caldera en ciertos tipos de caldera. Por encima de estos niveles, pueden ocurrir problemas.
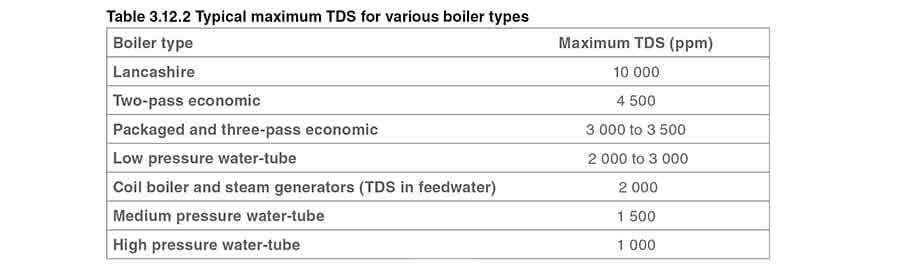 Nota: Las cifras en la Tabla 3.12.2 se ofrecen como una guía general únicamente. Siempre se debe consultar al fabricante de la caldera para recomendaciones específicas.
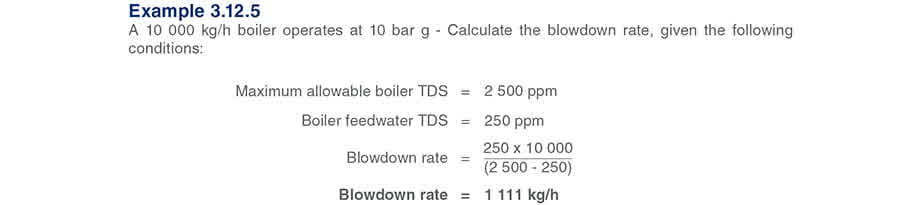
Calcular la tasa de purga
Se requiere la siguiente información:
Nota: Las cifras en la Tabla 3.12.2 se ofrecen como una guía general únicamente. Siempre se debe consultar al fabricante de la caldera para recomendaciones específicas.
Calcular la tasa de purga
Se requiere la siguiente información: - El TDS requerido del agua de caldera en partes por millón (Tabla 3.12.1).
- El TDS del agua de alimentación en partes por millón. Se puede obtener un valor promedio mirando los registros de tratamiento de agua, o se puede obtener una muestra de agua de alimentación y medir su conductividad. Al igual que con la medición de TDS del agua de caldera, conductividad (μS/cm) x 0,7 = TDS en partes por millón (a 25°C). Nota: la muestra de agua de alimentación requerida es de la línea de alimentación de la caldera o del depósito de alimentación y no es una muestra del agua de reposición que suministra el depósito de alimentación.
- La cantidad de vapor que genera la caldera, generalmente medida en kg/h. Para seleccionar un sistema de purga, la cifra más importante es generalmente la cantidad máxima de vapor que la caldera puede generar a carga completa.
Cuando la información anterior está disponible, la tasa de purga requerida puede determinarse usando la Ecuación 3.12.5:

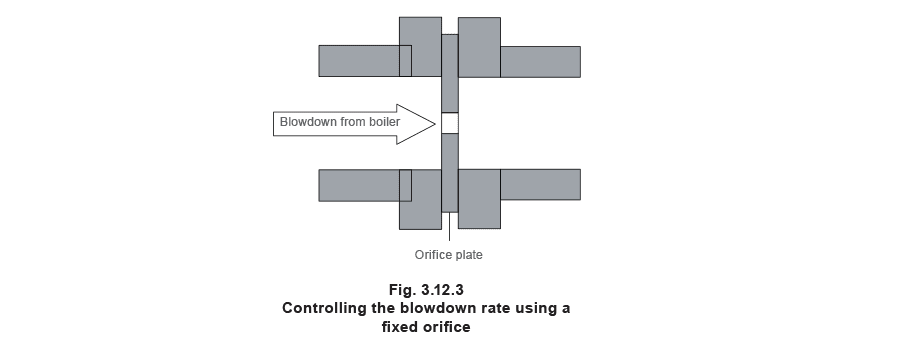
Controlar la tasa de purga Hay una serie de formas diferentes de controlar la tasa de purga. El dispositivo más simple es una placa de orificio (Figura 3.12.3). El tamaño del orificio puede determinarse basándose en:
- Caudal - Un medio de calcular el caudal se muestra arriba.
- Caída de presión - Teóricamente sería desde la presión de la caldera hasta la presión atmosférica. Sin embargo, la fricción de la tubería y la contrapresión son inevitables, por lo que para los propósitos de este Módulo, asuma que la presión en el lado aguas abajo del orificio es 0,5 bar g. Hay un problema: un orificio no es ajustable y por lo tanto solo puede ser correcto para un conjunto específico de circunstancias. Si la tasa de vaporización fuera a:
- Aumentar - El orificio no pasaría suficiente agua. El nivel de TDS de la caldera aumentaría, y ocurrirían cebado y arrastre.
- Reducir - El orificio pasaría demasiada agua. La tasa de purga sería demasiado grande y se desperdiciaría energía.
 Destello
El agua que se drena de la caldera está a temperatura de saturación, y hay una caída de presión sobre el orificio casi igual a toda la presión de la caldera. Esto significa que una proporción sustancial del agua se destellará a vapor, aumentando su volumen por un factor de más de 1 000.
Este cambio rápido y agresivo de estado y volumen sobre el orificio puede resultar en erosión y alambrado del orificio. Esto aumenta tanto el tamaño como la característica de flujo (coeficiente de descarga) del orificio, resultando en una tasa de purga progresivamente creciente.
El vapor, siendo un gas, puede viajar mucho más rápido que el agua (líquido). Sin embargo, el vapor y el agua no tienen la oportunidad de separarse apropiadamente, lo que resulta en gotas de agua viajando a una velocidad muy alta con el vapor hacia las tuberías. Esto conduce a mayor erosión y posiblemente golpe de ariete en las tuberías y equipos aguas abajo.
El problema del destello aumenta con la presión de la caldera.
También debe recordarse que el agua drenada de la caldera está sucia y no se necesita mucha suciedad para restringir o incluso bloquear un agujero pequeño.
Destello
El agua que se drena de la caldera está a temperatura de saturación, y hay una caída de presión sobre el orificio casi igual a toda la presión de la caldera. Esto significa que una proporción sustancial del agua se destellará a vapor, aumentando su volumen por un factor de más de 1 000.
Este cambio rápido y agresivo de estado y volumen sobre el orificio puede resultar en erosión y alambrado del orificio. Esto aumenta tanto el tamaño como la característica de flujo (coeficiente de descarga) del orificio, resultando en una tasa de purga progresivamente creciente.
El vapor, siendo un gas, puede viajar mucho más rápido que el agua (líquido). Sin embargo, el vapor y el agua no tienen la oportunidad de separarse apropiadamente, lo que resulta en gotas de agua viajando a una velocidad muy alta con el vapor hacia las tuberías. Esto conduce a mayor erosión y posiblemente golpe de ariete en las tuberías y equipos aguas abajo.
El problema del destello aumenta con la presión de la caldera.
También debe recordarse que el agua drenada de la caldera está sucia y no se necesita mucha suciedad para restringir o incluso bloquear un agujero pequeño.
Válvulas de purga
Válvulas de purga
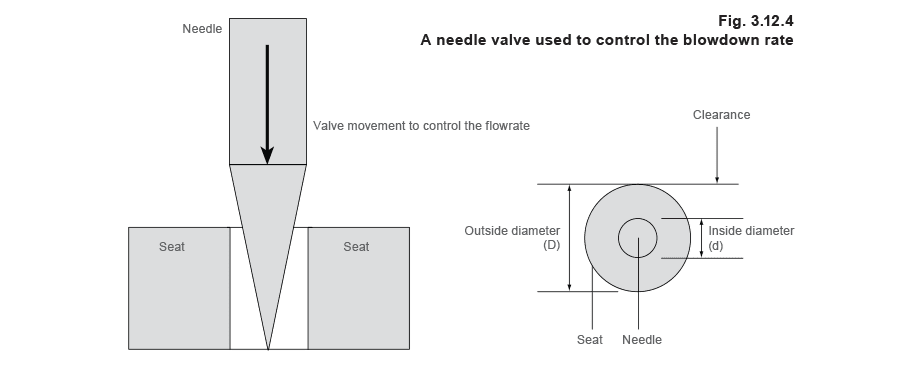
Válvulas de purga continua En su forma más simple, esta es una válvula de aguja. En vista de planta, hay un anillo con:
- La circunferencia exterior definida por el asiento de la válvula.
- La circunferencia interior definida por la aguja.
Si se requiere un aumento en el caudal, la aguja se ajusta fuera del asiento y la holgura entre la aguja y el asiento aumenta.
Para asegurar una velocidad razonable a través del orificio, el tamaño de orificio necesario para la tasa de purga de 1 111 kg/h (del Ejemplo 3.12.5) sería de aproximadamente 3,6 mm.
Tomando el diámetro del asiento de la válvula como 10 mm, es posible calcular el diámetro de la aguja en el punto donde está ajustada para dar el flujo requerido de 1 111 kg/h, como sigue:
 Por lo tanto: Resolver la ecuación muestra que el diámetro de la aguja en el ajuste correcto es 9,33 mm. La holgura es la mitad de la diferencia de los diámetros.
Por lo tanto: Resolver la ecuación muestra que el diámetro de la aguja en el ajuste correcto es 9,33 mm. La holgura es la mitad de la diferencia de los diámetros.
 Esta es una debilidad fundamental de las válvulas de purga continua; la holgura es tan pequeña que el bloqueo por pequeñas partículas es difícil de evitar.
Además, el problema del destello sobre el asiento de la válvula todavía debe abordarse. Las bajas holguras significan que una mezcla de vapor/agua a alta velocidad fluye cerca de las superficies de la aguja y el asiento. La erosión (alambrado) es inevitable, resultando en daño y posterior fallo al cerrar.
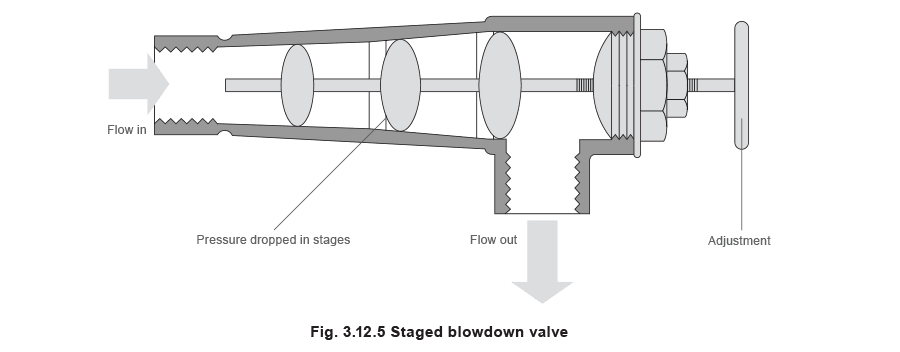
Las válvulas de purga continua se han desarrollado a lo largo de muchos años desde simples válvulas de aguja, y ahora incorporan una serie de etapas, posiblemente tomando la forma de tres o cuatro asientos progresivamente más grandes en la válvula, e incluso incluyendo pasajes helicoidales. El objetivo es disipar la energía gradualmente en etapas en lugar de todo a la vez.
Esta es una debilidad fundamental de las válvulas de purga continua; la holgura es tan pequeña que el bloqueo por pequeñas partículas es difícil de evitar.
Además, el problema del destello sobre el asiento de la válvula todavía debe abordarse. Las bajas holguras significan que una mezcla de vapor/agua a alta velocidad fluye cerca de las superficies de la aguja y el asiento. La erosión (alambrado) es inevitable, resultando en daño y posterior fallo al cerrar.
Las válvulas de purga continua se han desarrollado a lo largo de muchos años desde simples válvulas de aguja, y ahora incorporan una serie de etapas, posiblemente tomando la forma de tres o cuatro asientos progresivamente más grandes en la válvula, e incluso incluyendo pasajes helicoidales. El objetivo es disipar la energía gradualmente en etapas en lugar de todo a la vez.
 Este tipo de válvula fue originalmente diseñada para operación manual, y fue equipada con una escala y puntero unidos al mango. En un entorno operativo, se tomaba una muestra de agua de caldera, se determinaba el TDS, y se hacía un ajuste apropiado a la posición de la válvula.
Para mantener el ritmo de la tecnología moderna y las demandas del mercado, algunas de estas válvulas de purga continua han sido equipadas con actuadores eléctricos o neumáticos. Sin embargo, el problema fundamental de las pequeñas holguras, destello y alambrado todavía existe, y el daño al asiento de la válvula es inevitable. A pesar de usar un sistema de control de bucle cerrado, ocurrirá una purga excesiva.
Válvulas de purga de caldera encendido/apagado
****Hay una ventaja en usar un dispositivo de control más grande con holguras más grandes, pero abriéndolo solo parte del tiempo. Claramente, se requiere moderación si el TDS de la caldera debe mantenerse entre valores razonables, y las válvulas DN15 y 20 son los tamaños más comunes que se encuentran.
Una disposición típica sería ajustar el controlador para abrir la válvula a, por ejemplo, 3 000 ppm, luego cerrar la válvula a 3 000 – 10% = 2 700 ppm. Esto daría un buen equilibrio entre una válvula de tamaño razonable y un control preciso.
Este tipo de válvula fue originalmente diseñada para operación manual, y fue equipada con una escala y puntero unidos al mango. En un entorno operativo, se tomaba una muestra de agua de caldera, se determinaba el TDS, y se hacía un ajuste apropiado a la posición de la válvula.
Para mantener el ritmo de la tecnología moderna y las demandas del mercado, algunas de estas válvulas de purga continua han sido equipadas con actuadores eléctricos o neumáticos. Sin embargo, el problema fundamental de las pequeñas holguras, destello y alambrado todavía existe, y el daño al asiento de la válvula es inevitable. A pesar de usar un sistema de control de bucle cerrado, ocurrirá una purga excesiva.
Válvulas de purga de caldera encendido/apagado
****Hay una ventaja en usar un dispositivo de control más grande con holguras más grandes, pero abriéndolo solo parte del tiempo. Claramente, se requiere moderación si el TDS de la caldera debe mantenerse entre valores razonables, y las válvulas DN15 y 20 son los tamaños más comunes que se encuentran.
Una disposición típica sería ajustar el controlador para abrir la válvula a, por ejemplo, 3 000 ppm, luego cerrar la válvula a 3 000 – 10% = 2 700 ppm. Esto daría un buen equilibrio entre una válvula de tamaño razonable y un control preciso. - El tipo de válvula seleccionada también es importante:
- Para calderas pequeñas con una baja tasa de purga y presiones de menos de 10 bar g, una válvula solenoide apropiadamente clasificada proporcionará una solución rentable.
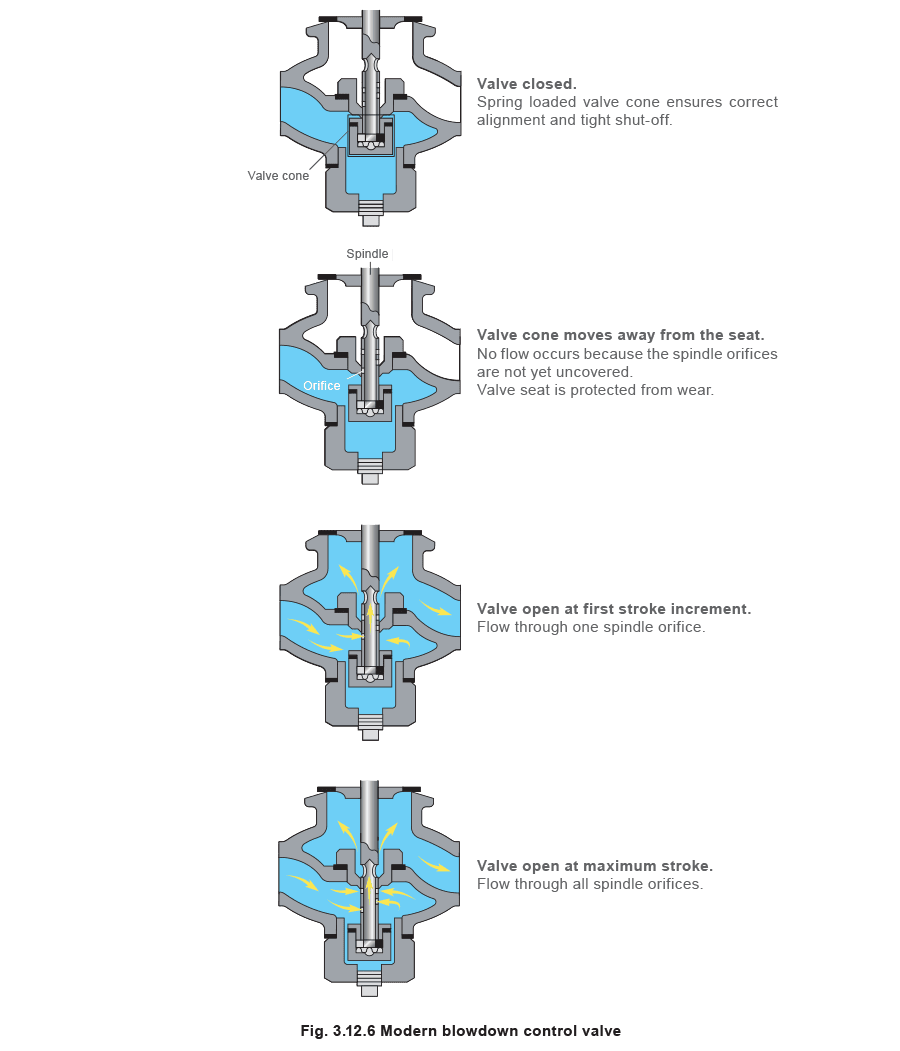
Para calderas más grandes con mayores tasas de purga, y ciertamente en calderas con presiones de operación sobre 10 bar g, se requiere una válvula más sofisticada para alejar el destello del asiento de la válvula para protegerlo de daños.
Las válvulas de este tipo también pueden tener una carrera ajustable para permitir al usuario la flexibilidad de seleccionar una tasa de purga apropiada para la caldera, y cualquier equipo de recuperación de calor que se esté usando.
Sistemas de control electrónico de bucle cerrado
Sistemas de control electrónico de bucle cerrado
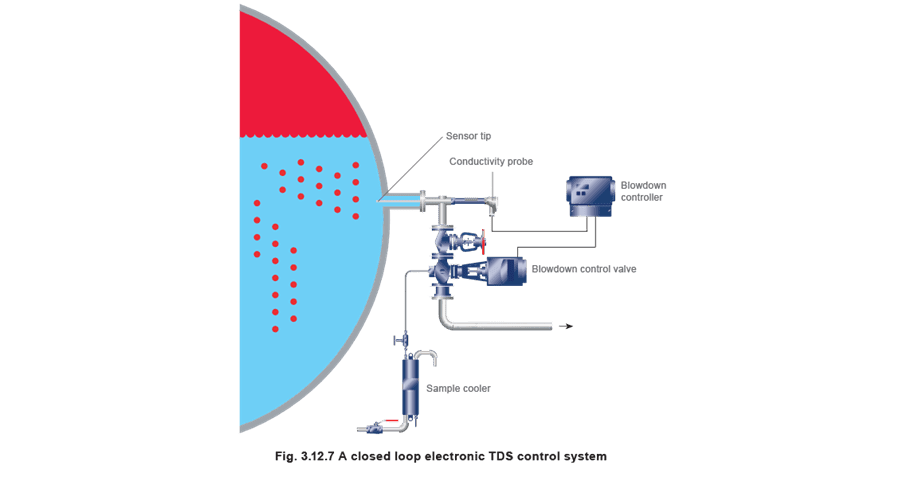
Estos sistemas miden la conductividad del agua de caldera, la comparan con un punto de ajuste, y abren una válvula de control de purga si el nivel de TDS es demasiado alto.
Hay una serie de tipos diferentes en el mercado que medirán la conductividad ya sea dentro de la caldera, o en una cámara de muestreo externa que se purga a intervalos regulares para obtener una muestra representativa de agua de caldera. La selección real dependerá de factores como el tipo de caldera, la presión de la caldera, y la cantidad de agua a purgar.
Estos sistemas están diseñados para medir la conductividad del agua de caldera usando una sonda de conductividad.
 El valor medido se compara con un punto de ajuste programado en el controlador por el usuario. Si el valor medido es mayor que el punto de ajuste, la válvula de control de purga se abre hasta que se logra el punto de ajuste. Típicamente, el usuario también puede ajustar la ‘zona muerta’.
Como se mencionó anteriormente, un aumento en la temperatura del agua resulta en un aumento en la conductividad eléctrica. Claramente, si una caldera está operando sobre un amplio rango de temperatura/presión, como cuando las calderas están en reducción nocturna, o incluso una caldera con una amplia banda de control del quemador, entonces se requiere compensación, ya que la conductividad es el factor controlador.
Los beneficios del control automático de TDS
El valor medido se compara con un punto de ajuste programado en el controlador por el usuario. Si el valor medido es mayor que el punto de ajuste, la válvula de control de purga se abre hasta que se logra el punto de ajuste. Típicamente, el usuario también puede ajustar la ‘zona muerta’.
Como se mencionó anteriormente, un aumento en la temperatura del agua resulta en un aumento en la conductividad eléctrica. Claramente, si una caldera está operando sobre un amplio rango de temperatura/presión, como cuando las calderas están en reducción nocturna, o incluso una caldera con una amplia banda de control del quemador, entonces se requiere compensación, ya que la conductividad es el factor controlador.
Los beneficios del control automático de TDS
- Las ventajas de ahorro de mano de obra de la automatización.
- Control más estrecho de los niveles de TDS de la caldera.
- Ahorros potenciales de un sistema de recuperación de calor de purga (donde esté instalado).
El cálculo de ahorros adicionales debido a una reducción en la tasa de purga se describe en el texto siguiente y en el Ejemplo 3.12.6.
 Donde el método actual es únicamente purga manual desde el fondo de la caldera, puede ser posible mirando los registros de tratamiento de agua pasados, obtener alguna idea de cuánto varía el TDS de la caldera durante un período de semanas. Por inspección, se puede establecer una cifra promedio de TDS. Donde el máximo real es menor que la cifra máxima permitida, el promedio es como se muestra. Donde el máximo real excede el máximo permitido, el promedio obtenido debe reducirse proporcionalmente, ya que es deseable que la cifra máxima permitida de TDS nunca se exceda.
Donde el método actual es únicamente purga manual desde el fondo de la caldera, puede ser posible mirando los registros de tratamiento de agua pasados, obtener alguna idea de cuánto varía el TDS de la caldera durante un período de semanas. Por inspección, se puede establecer una cifra promedio de TDS. Donde el máximo real es menor que la cifra máxima permitida, el promedio es como se muestra. Donde el máximo real excede el máximo permitido, el promedio obtenido debe reducirse proporcionalmente, ya que es deseable que la cifra máxima permitida de TDS nunca se exceda.
 Ejemplo 3.12.6
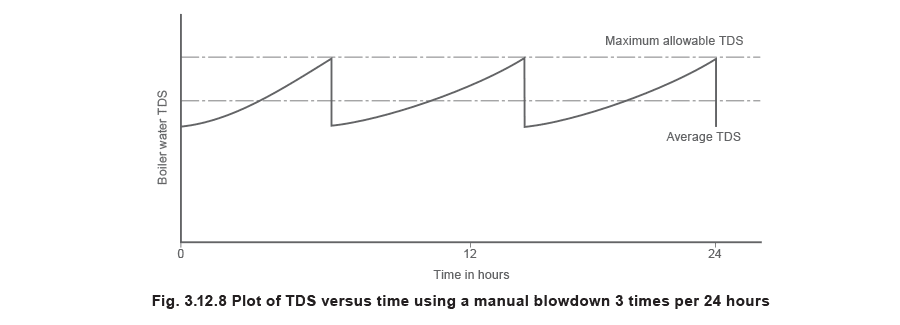
La Figura 3.12.8 muestra que el TDS promedio con una purga inferior manual bien operada está significativamente por debajo del máximo permitido. Por ejemplo, el máximo TDS permitido puede ser 3 500 ppm y el TDS promedio solo 2 000 ppm. Esto significa que la tasa de purga real es mucho mayor que la requerida. Basado en un TDS del agua de alimentación de 200 ppm, la tasa de purga real es:
Ejemplo 3.12.6
La Figura 3.12.8 muestra que el TDS promedio con una purga inferior manual bien operada está significativamente por debajo del máximo permitido. Por ejemplo, el máximo TDS permitido puede ser 3 500 ppm y el TDS promedio solo 2 000 ppm. Esto significa que la tasa de purga real es mucho mayor que la requerida. Basado en un TDS del agua de alimentación de 200 ppm, la tasa de purga real es:
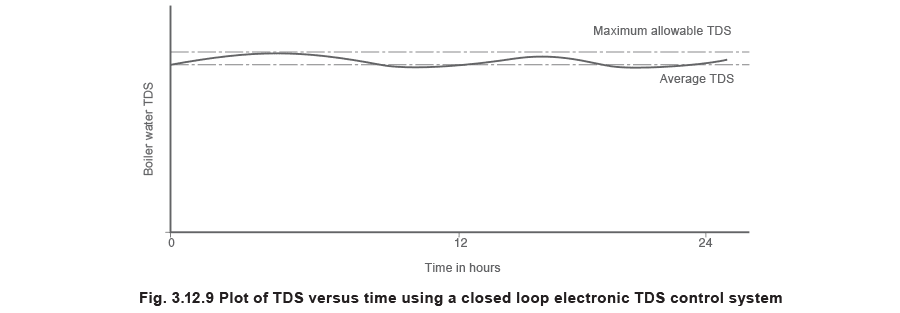
 Al instalar un sistema de control automático de TDS, el TDS promedio del agua de caldera puede mantenerse a un nivel casi igual al máximo TDS permitido como se muestra en la Figura 3.12.9;
Evaluación de ahorros por reducción de la tasa de purga
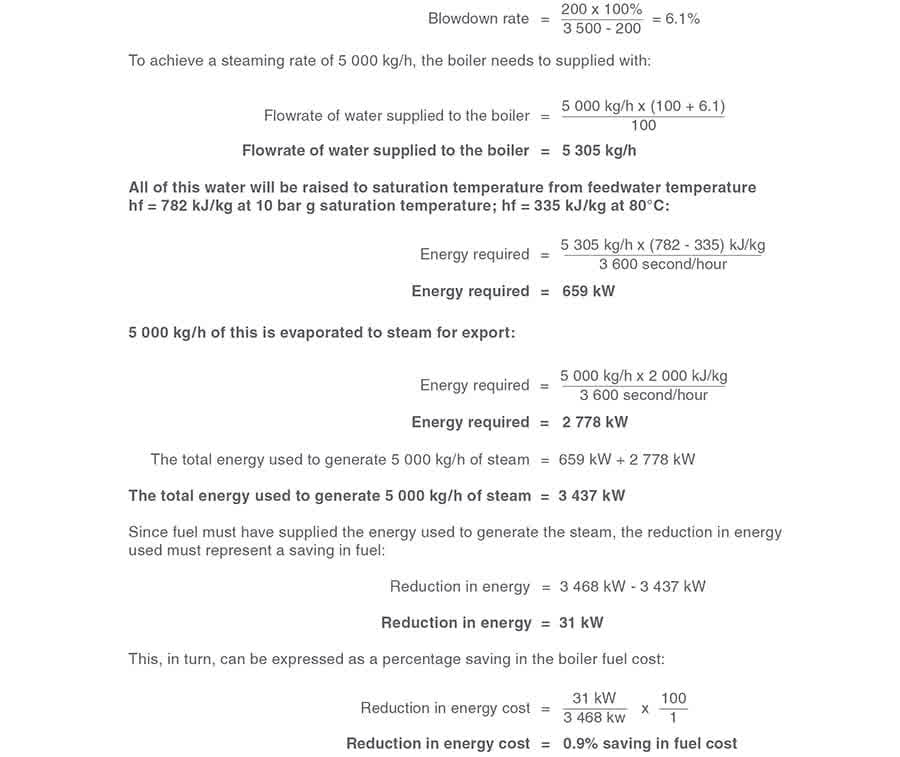
Si una caldera va a suministrar una cantidad dada de vapor, el agua purgada debe ser además de esta cantidad. La energía que se pierde en la purga es la energía que se suministra a la cantidad adicional de agua que se calienta a temperatura de saturación, y luego se purga.
Se puede obtener una aproximación cercana usando las tablas de vapor.
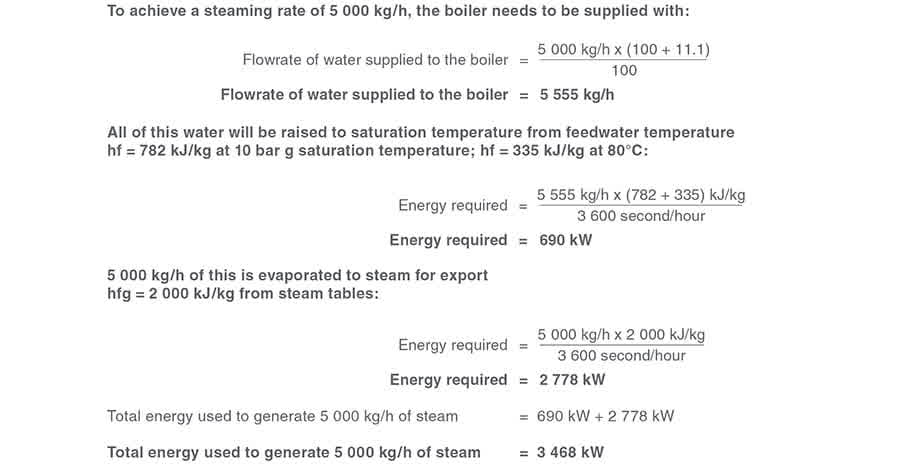
Usando las cifras del Ejemplo 3.12.5, si la caldera hubiera estado operando a 10 bar g, vaporizando a 5 000 kg/h y tuviera una temperatura de agua de alimentación de 80°C (hf = 335 kJ/kg), el cambio en los requerimientos de energía podría calcularse como sigue:
Condición 1, control manual de TDS: Tasa de purga = 11,1%
Al instalar un sistema de control automático de TDS, el TDS promedio del agua de caldera puede mantenerse a un nivel casi igual al máximo TDS permitido como se muestra en la Figura 3.12.9;
Evaluación de ahorros por reducción de la tasa de purga
Si una caldera va a suministrar una cantidad dada de vapor, el agua purgada debe ser además de esta cantidad. La energía que se pierde en la purga es la energía que se suministra a la cantidad adicional de agua que se calienta a temperatura de saturación, y luego se purga.
Se puede obtener una aproximación cercana usando las tablas de vapor.
Usando las cifras del Ejemplo 3.12.5, si la caldera hubiera estado operando a 10 bar g, vaporizando a 5 000 kg/h y tuviera una temperatura de agua de alimentación de 80°C (hf = 335 kJ/kg), el cambio en los requerimientos de energía podría calcularse como sigue:
Condición 1, control manual de TDS: Tasa de purga = 11,1%
 Ejemplo 3.12.7
Condición 2, control automático de TDS :
Ejemplo 3.12.7
Condición 2, control automático de TDS :