Consideraciones para la selección de trampas de vapor
El tipo de aplicación, el diseño del sistema y las necesidades de mantenimiento influirán en el rendimiento y la selección de las trampas de vapor. En este tutorial se analizan factores como el golpe de ariete, la suciedad, el bloqueo de vapor, la purga en grupo, las condiciones de vacío y el control de temperatura de los procesos.
Consideraciones
Consideraciones
Por definición, una trampa de vapor debe atrapar o retener el vapor mientras que al mismo tiempo no restringe el paso del condensado, el aire y otros gases no condensables. Los requisitos básicos de una buena purga de condensado ya se han descrito, pero vale la pena repetir que el rendimiento de la planta es primordial. La selección de la trampa se basa en que se hayan cumplido los requisitos de presión, carga de condensado y purga de aire, en la selección provisional. Sin embargo, el diseño del sistema y las necesidades de mantenimiento también influirán en el rendimiento y la selección. Consulte las siguientes subsecciones de este Módulo para obtener más consejos sobre este tema. Golpe de ariete El golpe de ariete es un síntoma de un problema en el sistema de vapor. Esto puede deberse a un diseño deficiente de las tuberías de vapor y condensado, el uso del tipo incorrecto de trampa o trampas o una trampa de vapor con fugas, o una combinación de estos factores. A menudo es inútil instalar la trampa correcta para una aplicación si el diseño del sistema no permite que la trampa funcione correctamente. Es igualmente inútil instalar el diseño correcto y no prestar la debida atención a la purga de vapor. Los Módulos 11.6 a 11.11 inclusive ‘Selección de trampas de vapor’ tratarán la combinación correcta de trampas de vapor con aplicaciones y diseños. El diseño adecuado de las tuberías de vapor también se trata en el Bloque 10 - ‘Distribución de vapor’. Los síntomas del golpe de ariete a menudo se atribuyen al mal funcionamiento de la trampa de vapor. Una explicación más probable es que una trampa de vapor defectuosa ha sido dañada por el golpe de ariete. El golpe de ariete puede ser causado de varias maneras, incluyendo:-
- La falta de eliminación de condensado del camino del vapor de alta velocidad en las tuberías.
- De una aplicación con control de temperatura donde el condensado debe elevarse hasta una línea de retorno, o volver a un sistema presurizado.
- La incapacidad del condensado de entrar o viajar adecuadamente a lo largo de una línea de retorno subdimensionada, debido a (a) inundación, o (b) sobrepresurización con los efectos de estrangulamiento del vapor flash. Las técnicas modernas de diseño y fabricación han producido trampas de vapor más robustas que sus predecesoras. Esto permite que la trampa de vapor dure más en condiciones normales, y también será más capaz de resistir los efectos de sistemas mal diseñados. Básicamente, por bien fabricada que esté una trampa de vapor, si se instala en un sistema mal diseñado será menos efectiva y tendrá una vida útil más corta. Si una trampa de vapor falla persistentemente en un sistema establecido debido al golpe de ariete, probablemente es culpa del diseño del sistema, más que de la trampa. La solución es investigar y erradicar la verdadera causa del problema corrigiendo las deficiencias del sistema. Dos aplicaciones importantes son el drenaje de líneas principales de vapor y el de intercambiadores de calor con control de temperatura. Como regla general, las líneas principales de vapor deben drenarse a intervalos regulares de 30 a 50 metros con bolsillos de drenaje de tamaño adecuado. La parte inferior de cualquier tubería vertical también debe drenarse. Los intercambiadores de calor con control de temperatura solo pueden funcionar eficazmente si se permite que el condensado drene libremente de ellos. Si hay un elevación después de la trampa, siempre habrá una tendencia al golpe de ariete, independientemente de la trampa instalada. En esta situación, la trampa debe complementarse con una bomba, o cambiarse por una bomba-trampa. Este tema se tratará con más detalle en el Bloque 13 - ‘Eliminación de condensado’ Es importante que las tuberías se diseñen e instalen correctamente. Esto ayudará a mantener el rendimiento térmico del sistema durante toda su vida útil. Suciedad La suciedad es otro factor importante que debe considerarse al seleccionar trampas. Aunque el vapor se condensa en agua destilada, a veces puede contener trazas de compuestos de tratamiento de agua de alimentación de caldera y minerales naturales encontrados en el agua. La suciedad de tuberías creada durante la instalación y los productos de corrosión también deben considerarse. Una trampa de acción intermitente es la menos propensa a verse afectada por la suciedad. En las trampas termostáticas, esto significa que la trampa termostática de presión equilibrada es preferible, aunque la válvula plana más grande asociada con algunas trampas de diafragma puede causar dificultades. La acción de goteo de las trampas bimetálicas, junto con la disposición del vástago de la válvula que pasa a través del asiento, significa que estas son las más propensas al mal funcionamiento (debido a la fricción adicional) o incluso al bloqueo. A veces se afirma que el elemento sensor puede limpiarse fácilmente y no está sujeto a ensuciamiento. Sin embargo, el ensuciamiento del elemento rara vez es un problema: las partes relevantes son la válvula de ‘charnela dinámica’, que tiende a ser autolimpiable debido a su acción de apertura positiva. Las trampas de vapor de flotador-termostático son bastante resistentes a la suciedad. Como ejemplo extremo, al drenar autoclaves de curado de hormigón, la arena residual que precipita en el condensado puede transportarse a través de grandes trampas de vapor de flotador-termostático con bastante éxito, debido al flujo de baja velocidad a través de un orificio relativamente grande. La trampa de cubeta invertida tiene un orificio de purga de aire en la cubeta. Si este se bloquea, puede causar que la trampa se bloquee por aire y sea lenta en reaccionar. Si esto sucede, la incrustación o suciedad que bloquea la purga de aire debe ser desalojada, lo que requiere que la trampa se retire de servicio. La trampa de impulso es intolerante a las condiciones sucias. El estrecho espacio libre entre el tapón y el cono cónico es susceptible al flujo de alta velocidad y el tapón se atascará frecuentemente en una posición intermedia. La trampa se bloquea en una posición fija y pasará vapor o condensado dependiendo de la tasa de condensación. El dispositivo de orificio fijo es el menos adecuado para condiciones sucias. El agujero es inherentemente pequeño y se bloquea frecuentemente. Agrandar el agujero (como a veces se hace por desesperación) destruye el concepto de dimensionamiento en un orificio fijo. Es derrochador y en algunos casos solo retrasa el tiempo hasta que se produzca de nuevo el bloqueo. A menudo se suministra e instala un filtro, pero este debe ser extremadamente fino para ser eficaz. Esto simplemente transfiere el bloqueo de la trampa de orificio al filtro, que a su vez requiere tiempo de inactividad regular para su limpieza. Filtros
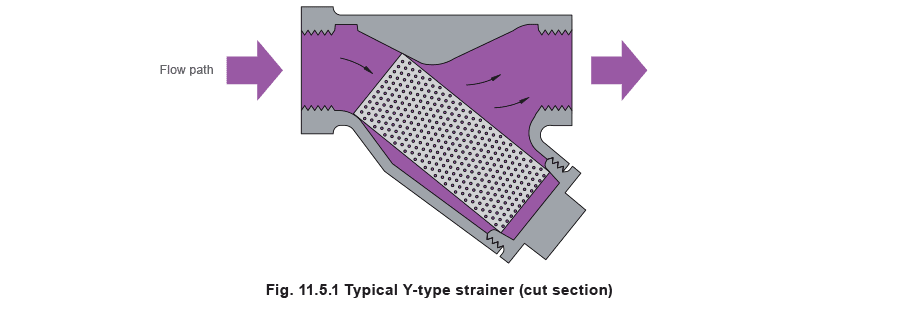
Estos dispositivos (Figura 11.5.1) se olvidan con frecuencia en los sistemas de vapor, a menudo, al parecer, en un esfuerzo por reducir los costes de instalación. La incrustación y la suciedad de las tuberías pueden afectar a las válvulas de control y las trampas de vapor, y reducir las velocidades de transferencia de calor. Es extremadamente fácil y barato instalar un filtro en una tubería, y el bajo coste de hacerlo dará dividendos durante toda la vida de la instalación. Las incrustaciones y la suciedad se retienen, y el mantenimiento generalmente se reduce como resultado.
La selección es simple. El material del filtro se selecciona para que coincida con el tipo de instalación y la presión del sistema hasta la que se espera que opere. Se pueden considerar diferentes tamaños de malla de filtro para diferentes grados de protección. Cuanto más fino sea el filtro, más a menudo puede necesitar limpieza. Una cosa es cierta, los filtros son mucho más fáciles y baratos de comprar y mantener que las válvulas de control o las trampas de vapor.
Más información sobre filtros se proporciona en el Bloque 12 - ‘Accesorios de tubería’
 Bloqueo de vapor
Bloqueo de vapor
La posibilidad de bloqueo de vapor puede ser a veces un factor decisivo en la selección de trampas de vapor. Puede ocurrir siempre que una trampa de vapor se instale remotamente de la planta que se está drenando. Puede agravarse cuando el condensado se elimina a través de un sifón o tubo sumergido. La Figura 11.5.2 ilustra el problema del bloqueo de vapor en un cilindro de secado rotativo mediante el uso de un tubo sifón.
En la Figura 11.5.2 (i) la presión del vapor es suficiente para elevar el condensado por el tubo sifón, a través de la trampa de vapor y hacia afuera. La Figura 11.5.2 (ii) muestra lo que sucede cuando el nivel de condensado en la parte inferior del cilindro cae por debajo del extremo del tubo sifón. El vapor entra en el tubo sifón y hace que la trampa de vapor (en este caso de tipo flotador) se cierre.
La trampa está temporalmente ‘bloqueada por vapor’. La pérdida de calor del cilindro dará como resultado la formación de más condensado, que como resultado es incapaz de llegar a la trampa. La Figura 11.5.2 (iii) muestra que el cilindro se inunda cada vez más, lo que resultará en una reducción de la velocidad de secado del cilindro y un aumento en la potencia requerida para girar el cilindro. En casos extremos, el cilindro puede llenarse hasta la línea central y entonces pueden producirse daños por sobrecarga mecánica
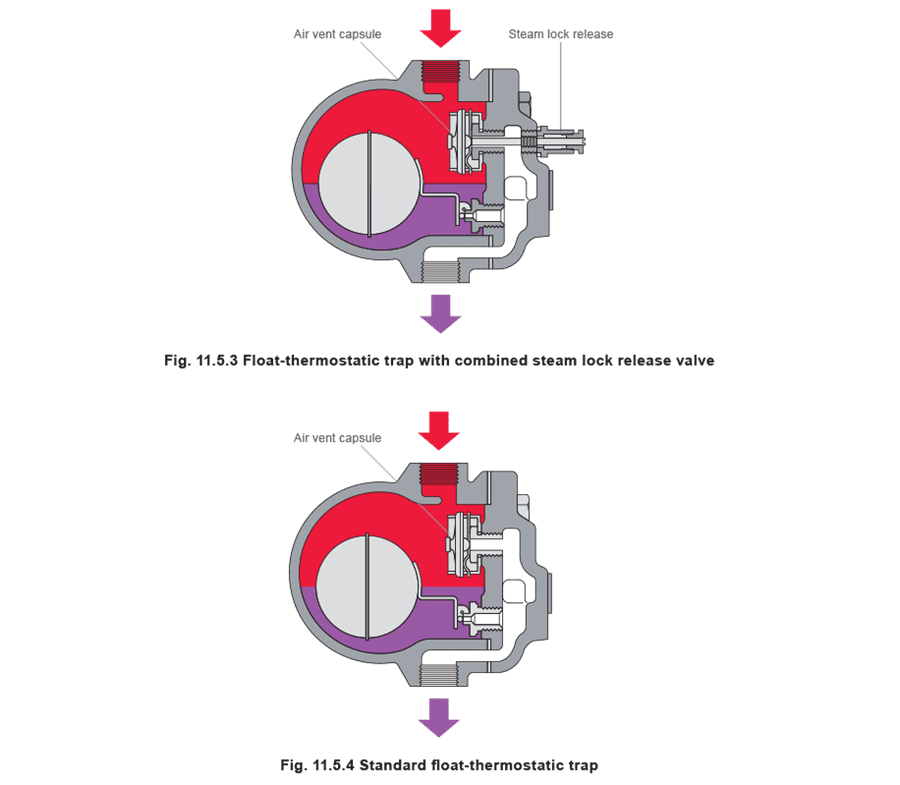
 Para aliviar este problema se necesita una trampa con una válvula de ‘liberación de bloqueo de vapor’. Esta es una válvula de aguja interna que permite que el vapor bloqueado en el tubo sifón se sangre más allá de la válvula principal. La trampa de flotador es el único tipo de trampa con esta facilidad y es la elección correcta en maquinaria rotativa como cilindros de secado. Dado que la válvula de aguja está abierta lo suficiente para evitar el desperdicio de vapor, tiene una capacidad limitada para purgar aire. Las trampas de este tipo a menudo se proporcionan con purgas de aire combinadas y liberación de bloqueo de vapor (Figura 11.5.3). El mecanismo manual de liberación de bloqueo de vapor funciona independientemente de la acción de purga de aire automática. Una trampa de vapor de flotador-termostático estándar se muestra en la Figura 11.5.4
Otros tipos de trampas se abrirán y eventualmente harán frente a un bloqueo de vapor, sin embargo, el drenaje y el rendimiento de la planta serán erráticos. Esto es claramente inaceptable para los usuarios de equipos de proceso donde los tiempos de lote, la calidad y la eficiencia son de gran importancia.
Para aliviar este problema se necesita una trampa con una válvula de ‘liberación de bloqueo de vapor’. Esta es una válvula de aguja interna que permite que el vapor bloqueado en el tubo sifón se sangre más allá de la válvula principal. La trampa de flotador es el único tipo de trampa con esta facilidad y es la elección correcta en maquinaria rotativa como cilindros de secado. Dado que la válvula de aguja está abierta lo suficiente para evitar el desperdicio de vapor, tiene una capacidad limitada para purgar aire. Las trampas de este tipo a menudo se proporcionan con purgas de aire combinadas y liberación de bloqueo de vapor (Figura 11.5.3). El mecanismo manual de liberación de bloqueo de vapor funciona independientemente de la acción de purga de aire automática. Una trampa de vapor de flotador-termostático estándar se muestra en la Figura 11.5.4
Otros tipos de trampas se abrirán y eventualmente harán frente a un bloqueo de vapor, sin embargo, el drenaje y el rendimiento de la planta serán erráticos. Esto es claramente inaceptable para los usuarios de equipos de proceso donde los tiempos de lote, la calidad y la eficiencia son de gran importancia.
 Purga en grupo
Purga en grupo
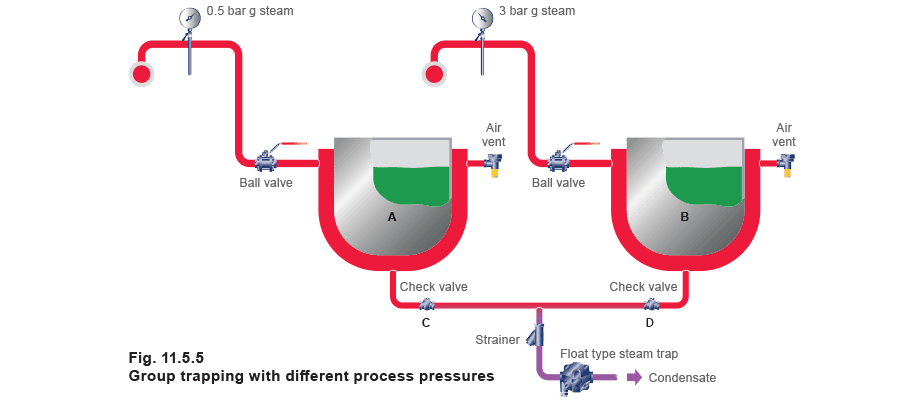
La purga en grupo describe el uso de una trampa que sirve a más de una aplicación. La Figura 11.5.5 muestra dos procesos por lotes (sartenes con camisa) operando a dos presiones de vapor diferentes con la línea de drenaje de cada una conectada a una trampa de vapor. La mayor presión en la planta B permitirá que el condensado de este recipiente drene pero impedirá que el condensado se descargue de la planta A, ya que la válvula de retención C se mantendrá cerrada. La planta A se inundará y sufrirá una grave caída de rendimiento.
 Por esta razón, la purga en grupo de equipos que operan a diferentes presiones no es una buena práctica. Pero ¿qué pasa si los equipos operan a la misma presión? Considere la siguiente instalación mostrada en la Figura 11.5.6.
Por esta razón, la purga en grupo de equipos que operan a diferentes presiones no es una buena práctica. Pero ¿qué pasa si los equipos operan a la misma presión? Considere la siguiente instalación mostrada en la Figura 11.5.6.
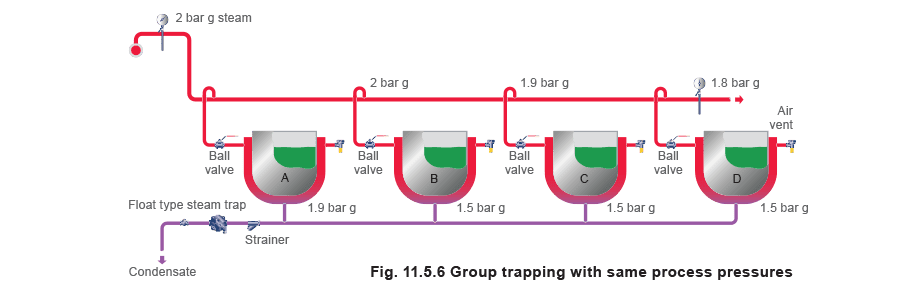
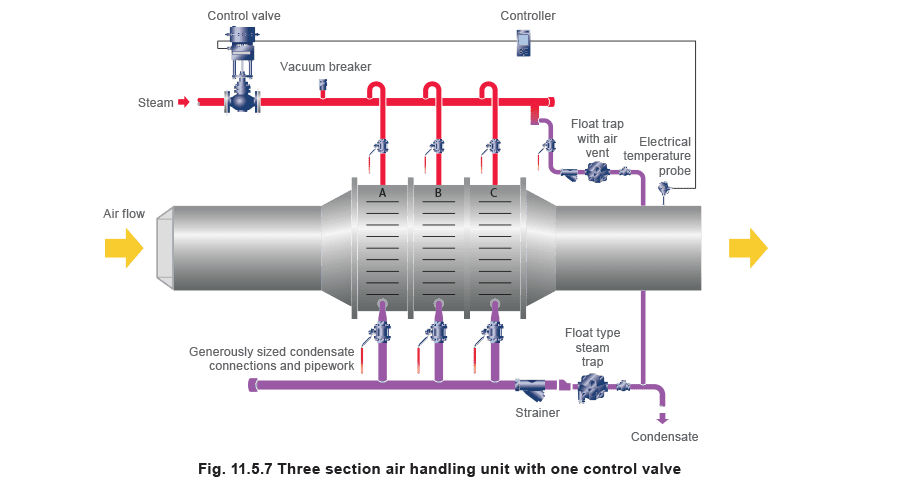
En la Figura 11.5.6, el contenido de la sartén A está casi a temperatura y condensa relativamente poco vapor. Las sartenes B, C y D acaban de llenarse con producto frío y, a medida que se enciende el vapor, sus tasas de condensación son mucho más altas que la sartén A. En consecuencia, la velocidad del vapor a lo largo de estas tuberías de suministro es mucho mayor, lo que resulta en una caída de presión mayor a lo largo de cada una de las líneas de derivación. Presiones de vapor más bajas existirán en las entradas de las sartenes B, C y D y en sus camisas de vapor (debido a que B, C y D tienen una tasa de condensación más alta que la sartén A), reduciendo su capacidad de calentamiento y aumentando sus tiempos de producción. Debido a esto, las presiones en las salidas de drenaje de las sartenes B, C y D también son más bajas que las de la sartén A. El vapor fluirá desde la sartén A a través de la línea de drenaje de condensado hacia las otras sartenes para igualar las presiones, y el condensado de las otras sartenes tendrá que fluir contra este flujo de vapor. Cuando los puntos de drenaje de diferentes recipientes a diferentes presiones están conectados a una trampa, el recipiente con la presión más alta (en este caso la sartén A) impedirá el flujo de condensado de los otros. Aquellos recipientes con mayor necesidad de descargar condensado (en este caso las sartenes B, C y D) tenderán a inundarse. Por lo tanto, la disposición de condensado mostrada en la Figura 11.5.6 es poco probable que sea satisfactoria. La situación puede agravarse cuando los procesos con purga en grupo tienen control de temperatura independiente. Una posible aplicación adecuada para la purga en grupo es una unidad de manejo de aire con múltiples secciones de calentamiento en serie (Figura 11.5.7). Esta aplicación de ‘flujo’ difiere del proceso por lotes (o sin flujo) en la Figura 11.5.6. Las secciones de calentamiento siempre compartirán cualquier cambio de carga ya que son servidas por la misma válvula de control. Es importante que las conexiones de drenaje de condensado y las tuberías comunes tengan un tamaño generoso para permitir un flujo adecuado de condensado en una dirección contra el flujo de vapor en la otra. Solo funcionará donde todas las secciones sean alimentadas por una válvula de control y el mismo fluido secundario sea calentado por todas las secciones.
La razón original de la purga en grupo era que solía haber solo un tipo de trampa de vapor. Era la precursora de la actual trampa de cubeta, y era muy grande y cara. Las trampas de vapor de hoy son considerablemente más pequeñas y rentables, permitiendo que los intercambiadores de calor individuales se drenen adecuadamente. Es siempre mejor que los equipos de uso de vapor se purguen de forma individual en lugar de en grupo. En muchos casos puede ser necesario usar una bomba-trampa en equipos con control de temperatura, para eliminar el condensado correctamente. Difusores
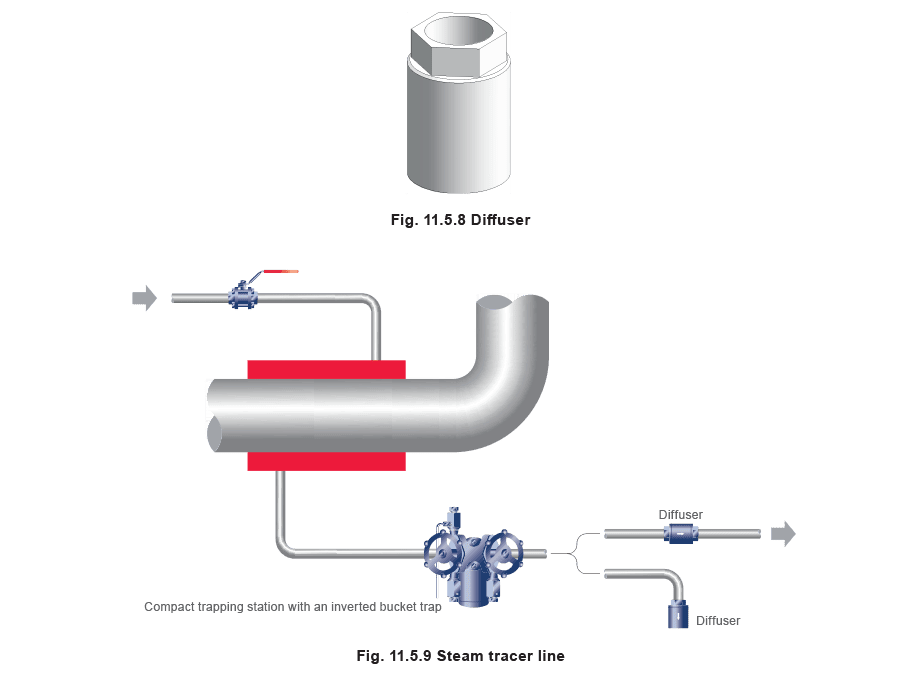
Con trampas de vapor que drenan a la atmósfera desde tuberías abiertas, es posible ver la descarga de condensado caliente. Una cierta cantidad de vapor flash también estará presente en relación con la presión del condensado antes de la trampa. Esto puede presentar un peligro para los transeúntes, pero los riesgos pueden minimizarse reduciendo la severidad de la descarga. Esto puede lograrse instalando un difusor simple (Figura 11.5.8) al final de la tubería (Figura 11.5.9) que reduce la violencia de la descarga y el ruido. Normalmente, los niveles de sonido pueden reducirse hasta un 80%.
Requisitos especiales
Requisitos especiales
Drenaje al vacío
La eliminación de condensado de un espacio de vapor que funciona bajo vacío puede ser un problema. Si se utiliza una trampa de vapor, su salida debe conectarse a una fuente de mayor vacío que el del espacio de vapor para asegurar una presión diferencial constante a través del orificio para descargar el condensado. Cuando esto no es posible, se puede utilizar una bomba accionada por presión para drenar el condensado de la planta (Figuras 11.5.10 y 11.5.11).
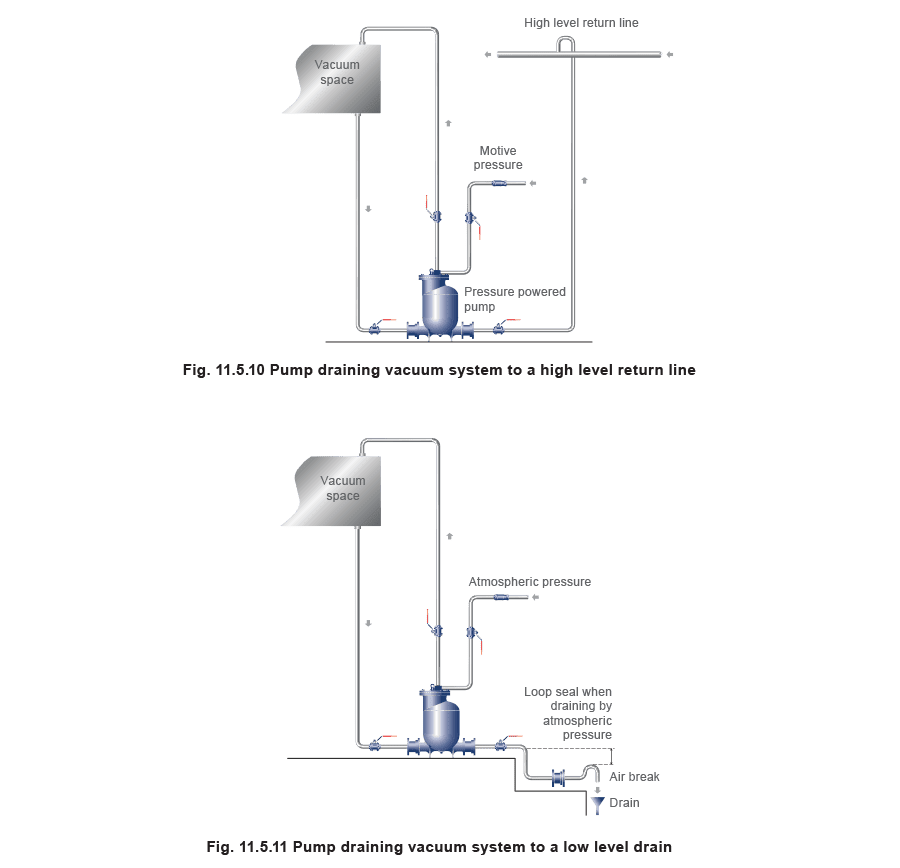 Se recomienda una válvula de retención de asiento blando en la salida de la bomba donde hay poca o ninguna elevación, y una ruptura de aire actuará como un dispositivo antisifón cuando se drene a un punto por debajo de la bomba.
La presión atmosférica puede usarse como fuerza motriz cuando se drena por debajo de la bomba (Figura 11.5.11), pero la válvula de retención de salida debe colocarse en un sello de bucle por debajo de la bomba para inducir una presión mínima de apertura (dependiendo del tipo de válvula de retención) y un sello de agua.
Si la bomba está drenando condensado de un sistema de gas al vacío, entonces se puede usar aire comprimido o gas inerte como fuerza motriz para impulsar la bomba.
Drenaje por trampa de vapor de procesos con control de temperatura
La trampa de vapor es una válvula automática que depende de la dinámica del sistema para proporcionar flujo. Tiene que depender y reaccionar a factores externos, como la presión del vapor o la presión estática de la cabeza en el lado de entrada de la trampa. La presión de salida debe ser menor que la presión de entrada para proporcionar flujo en la dirección correcta. La velocidad de flujo a través de cualquier trampa de vapor está por lo tanto relacionada con la presión diferencial a través de ella.
También es posible tener presiones diferenciales negativas a través de la trampa, lo que promovería el flujo inverso a través de ella. Cuando las trampas se instalan para pasar condensado a líneas de retorno comunes, es aconsejable instalar válvulas de no retorno después de cada trampa para prevenir el flujo inverso bajo condiciones de presión negativa.
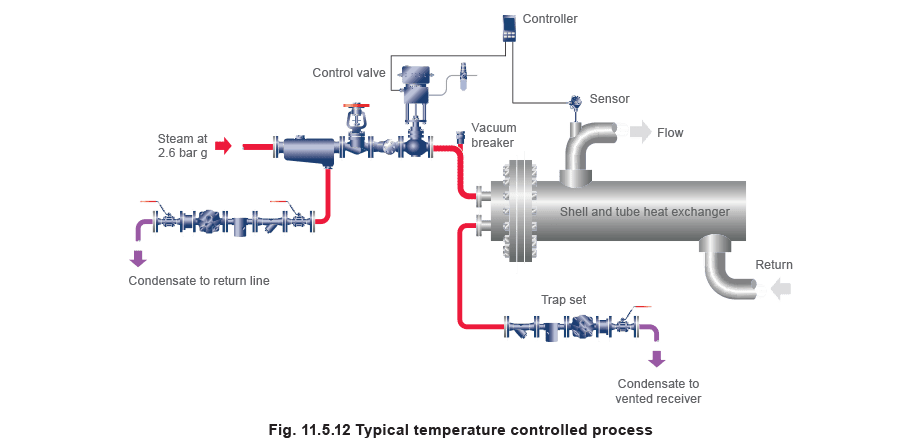
La aparición de presión diferencial cero y negativa a través de las trampas de vapor es común. Los efectos se ven comúnmente con procesos de control de temperatura, es decir, baterías de calentamiento, calentadores de agua, sartenes con camisa, intercambiadores de calor de placas, de hecho cualquier proceso que tenga una válvula de control en el suministro de vapor. Puede ocurrir independientemente de la presión de suministro de vapor, y depende completamente de la presión del sistema de condensado y la presión del vapor en el intercambiador de calor.
El término ‘parada’ describe esta condición. Siempre que se prediagnostique, se requiere otra solución, como una bomba-trampa para eliminar el condensado del intercambiador de calor.
El fenómeno se discute con mayor detalle en el Bloque 13 - ‘Eliminación de condensado’.
Se recomienda una válvula de retención de asiento blando en la salida de la bomba donde hay poca o ninguna elevación, y una ruptura de aire actuará como un dispositivo antisifón cuando se drene a un punto por debajo de la bomba.
La presión atmosférica puede usarse como fuerza motriz cuando se drena por debajo de la bomba (Figura 11.5.11), pero la válvula de retención de salida debe colocarse en un sello de bucle por debajo de la bomba para inducir una presión mínima de apertura (dependiendo del tipo de válvula de retención) y un sello de agua.
Si la bomba está drenando condensado de un sistema de gas al vacío, entonces se puede usar aire comprimido o gas inerte como fuerza motriz para impulsar la bomba.
Drenaje por trampa de vapor de procesos con control de temperatura
La trampa de vapor es una válvula automática que depende de la dinámica del sistema para proporcionar flujo. Tiene que depender y reaccionar a factores externos, como la presión del vapor o la presión estática de la cabeza en el lado de entrada de la trampa. La presión de salida debe ser menor que la presión de entrada para proporcionar flujo en la dirección correcta. La velocidad de flujo a través de cualquier trampa de vapor está por lo tanto relacionada con la presión diferencial a través de ella.
También es posible tener presiones diferenciales negativas a través de la trampa, lo que promovería el flujo inverso a través de ella. Cuando las trampas se instalan para pasar condensado a líneas de retorno comunes, es aconsejable instalar válvulas de no retorno después de cada trampa para prevenir el flujo inverso bajo condiciones de presión negativa.
La aparición de presión diferencial cero y negativa a través de las trampas de vapor es común. Los efectos se ven comúnmente con procesos de control de temperatura, es decir, baterías de calentamiento, calentadores de agua, sartenes con camisa, intercambiadores de calor de placas, de hecho cualquier proceso que tenga una válvula de control en el suministro de vapor. Puede ocurrir independientemente de la presión de suministro de vapor, y depende completamente de la presión del sistema de condensado y la presión del vapor en el intercambiador de calor.
El término ‘parada’ describe esta condición. Siempre que se prediagnostique, se requiere otra solución, como una bomba-trampa para eliminar el condensado del intercambiador de calor.
El fenómeno se discute con mayor detalle en el Bloque 13 - ‘Eliminación de condensado’.