Água para a Caldeira
Uma planta de caldeira de vapor deve operar com segurança, com máxima eficiência de combustão e transferência de calor. Para ajudar a alcançar isso e uma longa vida útil com baixa manutenção, a água da caldeira pode ser tratada quimicamente.
Água para a Caldeira
Água para a Caldeira
Os objetivos operacionais para a planta de caldeira de vapor incluem:
- Operação segura.
- Máxima eficiência de combustão e transferência de calor.
- Manutenção mínima.
- Longa vida útil. A qualidade da água usada para produzir o vapor na caldeira terá um efeito profundo no atendimento a esses objetivos. Há uma necessidade de que a caldeira opere sob os seguintes critérios:
- Livre de incrustação - Se a dureza estiver presente na água de alimentação e não for controlada quimicamente, a incrustação das superfícies de transferência de calor ocorrerá, reduzindo a transferência de calor e a eficiência - tornando necessária a limpeza frequente da caldeira. Em casos extremos, pontos quentes locais podem ocorrer, levando a danos mecânicos ou mesmo falha do tubo.
- Livre de corrosão e ataque químico - Se a água contiver gases dissolvidos, particularmente oxigênio, a corrosão das superfícies da caldeira, tubulação e outros equipamentos é provável de ocorrer. Se o valor de pH da água for muito baixo, a solução ácida atacará as superfícies metálicas. Se o valor de pH for muito alto, e a água for alcalina, outros problemas como formação de espuma podem ocorrer. A fragilização cáustica ou trincamento cáustico também deve ser prevenido para evitar falha do metal. O trincamento e a fragilização são causados por uma concentração muito alta de hidróxido de sódio. Caldeiras rebitadas mais antigas são mais suscetíveis a esse tipo de ataque; no entanto, o cuidado ainda é necessário em caldeiras soldadas modernas nas extremidades dos tubos.
Vapor de boa qualidade
Vapor de boa qualidade
Se as impurezas na água de alimentação da caldeira não forem tratadas adequadamente, o arraste de água da caldeira para o sistema de vapor pode ocorrer. Isso pode levar a problemas em outras partes do sistema de vapor, tais como:
- Contaminação das superfícies das válvulas de controle - Isso afetará sua operação e reduzirá sua capacidade.
- Contaminação das superfícies de transferência de calor da planta de processo - Isso aumentará a resistência térmica, e reduzirá a eficácia da transferência de calor.
- Restrição dos orifícios das armadilhas de vapor - Isso reduzirá as capacidades das armadilhas de vapor, e em última instância levará ao alagamento da planta, e saída reduzida. O arraste pode ser causado por dois fatores:
- Priming - Esta é a ejeção de água da caldeira para a retirada de vapor e é geralmente devida a um ou mais dos seguintes:
- Operar a caldeira com um nível de água muito alto.
- Operar a caldeira abaixo de sua pressão de projeto; isso aumenta o volume e a velocidade do vapor liberado da superfície da água.
- Demanda de vapor excessiva.
- Formação de espuma - Esta é a formação de espuma no espaço entre a superfície da água e a retirada de vapor. Quanto maior a quantidade de formação de espuma, maiores os problemas que serão experimentados. Os seguintes são indicações e consequências da formação de espuma:
- A água escorrerá da conexão de vapor do visor de nível; isso torna difícil determinar com precisão o nível de água.
- Sondas de nível, flutuadores e células de pressão diferencial têm dificuldade em determinar com precisão o nível de água.
- Alarmes podem soar, e o(s) queimador(es) pode(m) até ‘bloquear’. Isso exigirá redefinição manual do painel de controle da caldeira antes que o fornecimento possa ser restabelecido. Esses problemas podem ser total ou parcialmente devidos à formação de espuma na caldeira. No entanto, como a formação de espuma é endêmica da água da caldeira, uma melhor compreensão da própria espuma é necessária:
- Definição de superfície - A espuma em um copo de cerveja fica sobre o líquido, e a interface líquido/espuma é claramente definida. Em um líquido fervente, a superfície do líquido é indefinida, variando de algumas pequenas bolhas de vapor no fundo do vaso, a muitas grandes bolhas de vapor no topo.
- A agitação aumenta a formação de espuma - A tendência é para caldeiras menores para uma determinada taxa de geração de vapor. Caldeiras menores têm menos área superficial de água, então a taxa na qual o vapor é liberado por metro quadrado de área de água é aumentada. Isso significa que a agitação na superfície é maior. Segue-se então que caldeiras menores são mais propensas à formação de espuma.
- Dureza - Água dura não faz espuma. No entanto, a água da caldeira é deliberadamente amaciada para prevenir a formação de incrustação, e isso lhe dá uma propensão a fazer espuma.
- Substâncias coloidais - A contaminação da água da caldeira com um coloide em suspensão, por exemplo leite, causa formação violenta de espuma. Nota: Partículas coloidais têm menos de 0,000 1 mm de diâmetro, e podem passar através de um filtro normal.
- Nível de TDS - À medida que o TDS da água da caldeira aumenta, as bolhas de vapor se tornam mais estáveis, e são mais relutantes em estourar e se separar. Ação corretiva contra arraste As seguintes alternativas estão abertas ao Gerente de Engenharia para minimizar a formação de espuma na caldeira:
- Operação - A operação suave da caldeira é importante. Com uma caldeira operando sob carga constante e dentro de seus parâmetros de projeto, a quantidade de umidade arrastada com o vapor pode ser inferior a 2%. Se as mudanças de carga forem rápidas e de grande magnitude, a pressão na caldeira pode cair consideravelmente, iniciando condições extremamente turbulentas conforme o conteúdo da caldeira muda para vapor. Para piorar a situação, a redução na pressão também significa que o volume específico do vapor é aumentado, e as bolhas de espuma são proporcionalmente maiores. Se as condições da planta forem tais que mudanças substanciais de carga sejam normais, pode ser prudente considerar:
- Controles de nível de água da caldeira modulantes se liga/desliga estiverem atualmente instalados.
- ‘Controles de sobrelotação’ que limitarão o nível para o qual a pressão da caldeira pode cair.
- Um acumulador de vapor (ver Módulo 22 deste Bloco).
- Controles ‘feed-forward’ que trarão a caldeira à pressão máxima de operação antes que a carga seja aplicada.
- Controles de ‘abertura lenta’ que trarão a planta em operação ao longo de um período predeterminado.
- Controle químico - Agentes anti-espuma podem ser adicionados à água da caldeira. Eles funcionam quebrando as bolhas de espuma. No entanto, esses agentes não são eficazes no tratamento de espumas causadas por sólidos suspensos.
- Controle de TDS - Um equilíbrio deve ser encontrado entre:
- Um alto nível de TDS com sua economia de operação associada.
- Um baixo nível de TDS que minimiza a formação de espuma.
- Segurança - Os perigos do superaquecimento devido à incrustação, e da corrosão devido a gases dissolvidos, são fáceis de entender. Em casos extremos, a formação de espuma, incrustação e lodo podem levar os controles de nível de água da caldeira a sentirem níveis impróprios, criando um perigo tanto para o pessoal quanto para o processo.
Tratamento externo de água
Tratamento externo de água
É geralmente aceito que, quando possível em caldeiras de vapor, o tratamento principal de água de alimentação deve ser externo à caldeira.
Um resumo da qualidade da água tratada que pode ser obtida dos vários processos, com base em um suprimento típico de água bruta dura, é mostrado na Tabela 3.9.2. Esta é a água que a estação de tratamento de água externa precisa lidar.
Os processos de tratamento externo de água podem ser listados como:
- Osmose reversa - Um processo onde a água pura é forçada através de uma membrana semipermeável deixando uma solução concentrada de impurezas, que é rejeitada como resíduo.
- Cal; amaciamento com cal/soda - Com amaciamento com cal, a cal hidratada (hidróxido de cálcio) reage com bicarbonatos de cálcio e magnésio para formar um lodo removível. Isso reduz a dureza alcalina (temporária). O amaciamento com cal/soda (carbonato de sódio) reduz a dureza não alcalina (permanente) por reação química.
- Troca iônica - É de longe o método mais amplamente usado de tratamento de água para caldeiras de casco produzindo vapor saturado. Este módulo se concentrará nos seguintes processos pelos quais a água é tratada: Troca básica, Desalcalinização e Desmineralização.
Troca iônica
Troca iônica
Um trocador iônico é um material insolúvel normalmente feito na forma de grânulos de resina de 0,5 a 1,0 mm de diâmetro. Os grânulos de resina são geralmente empregados na forma de um leito empacotado contido em um vaso de pressão de plástico reforçado com vidro. Os grânulos de resina são porosos e hidrofílicos - ou seja, absorvem água. Dentro da estrutura do grânulo há grupos iônicos fixos com os quais estão associados íons móveis trocáveis de carga oposta. Esses íons móveis podem ser substituídos por íons de carga semelhante, dos sais dissolvidos na água ao redor dos grânulos.
Amaciamento por troca básica
Amaciamento por troca básica
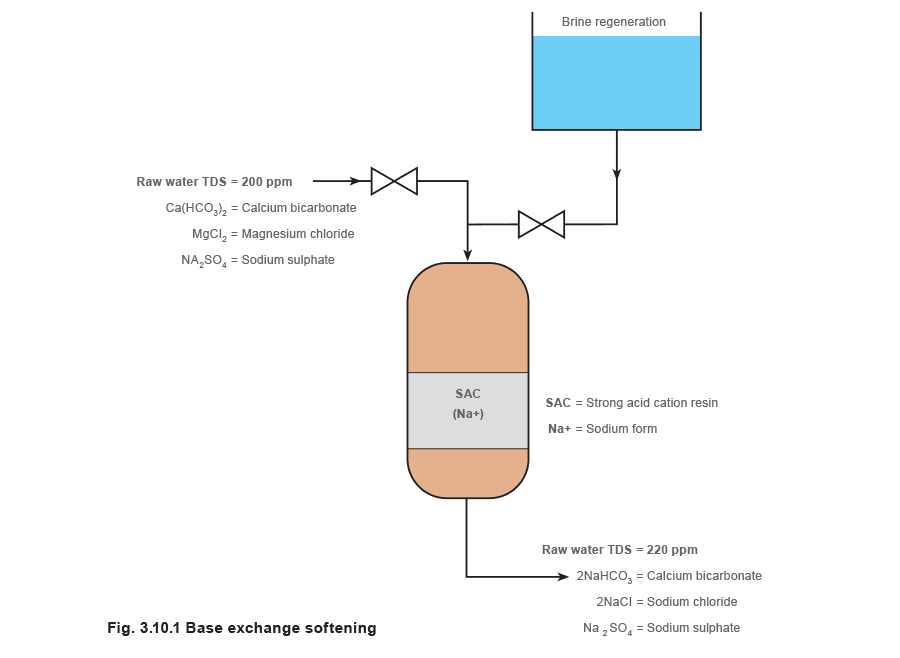
Esta é a forma mais simples de troca iônica e também a mais amplamente usada. O leito de resina é inicialmente ativado (carregado) passando uma solução de 7 - 12% de salmoura (cloreto de sódio ou sal comum) através dele, o que deixa a resina rica em íons sódio. Depois disso, a água a ser amaciada é bombeada através do leito de resina e a troca iônica ocorre. Os íons cálcio e magnésio deslocam os íons sódio da resina, deixando a água fluindo rica em sais de sódio. Os sais de sódio permanecem em solução em concentrações e temperaturas muito altas e não formam incrustação prejudicial na caldeira.
Da Figura 3.10.1 pode-se ver que os íons de dureza total são trocados por sódio. Com o amaciamento por troca básica de sódio, não há redução no nível de sólidos totais dissolvidos (TDS em partes por milhão ou ppm) e nenhuma mudança no pH. Tudo o que aconteceu foi uma troca de um grupo de sais formadores de incrustação potencialmente prejudiciais por outro tipo de sais não formadores de incrustação menos prejudiciais. Como não há mudança no nível de TDS, o esgotamento do leito de resina não pode ser detectado por um aumento na condutividade (TDS e condutividade estão relacionados). A regeneração é, portanto, ativada com base no tempo ou fluxo total.
Os amaciadores são relativamente baratos de operar e podem produzir água tratada de forma confiável por muitos anos. Eles podem ser usados com sucesso mesmo em áreas de alta dureza alcalina (temporária), desde que pelo menos 50% do condensado seja retornado. Quando há pouco ou nenhum retorno de condensado, um tipo mais sofisticado de troca iônica é preferível.
Às vezes, um tratamento de amaciamento com cal/soda é empregado como pré-tratamento antes da troca básica. Isso reduz a carga sobre as resinas.
Desalcalinização
Desalcalinização
A desvantagem do amaciamento por troca básica é que não há redução no TDS e na alcalinidade. Isso pode ser superado pela remoção prévia da alcalinidade, e isso é geralmente alcançado através do uso de um desalcalinizador.
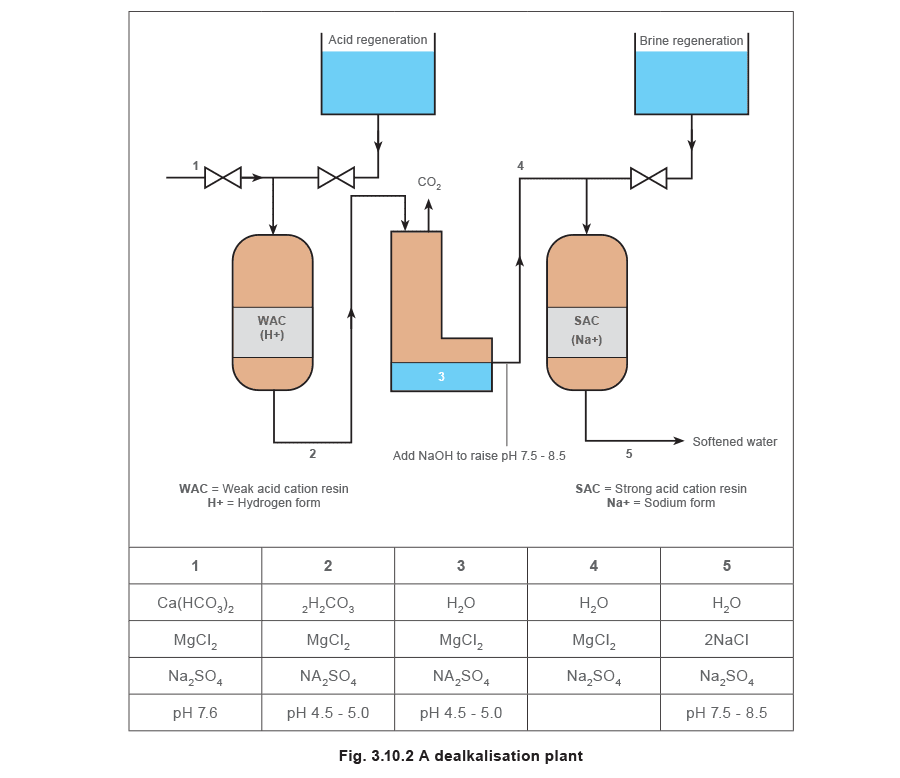
Existem vários tipos de desalcalinizador, mas a variedade mais comum é mostrada na Figura 3.10.2. É realmente um conjunto de três unidades, um desalcalinizador, seguido de um desgaseificador e então um amaciador de troca básica.
Desalcalinizador
Desalcalinizador
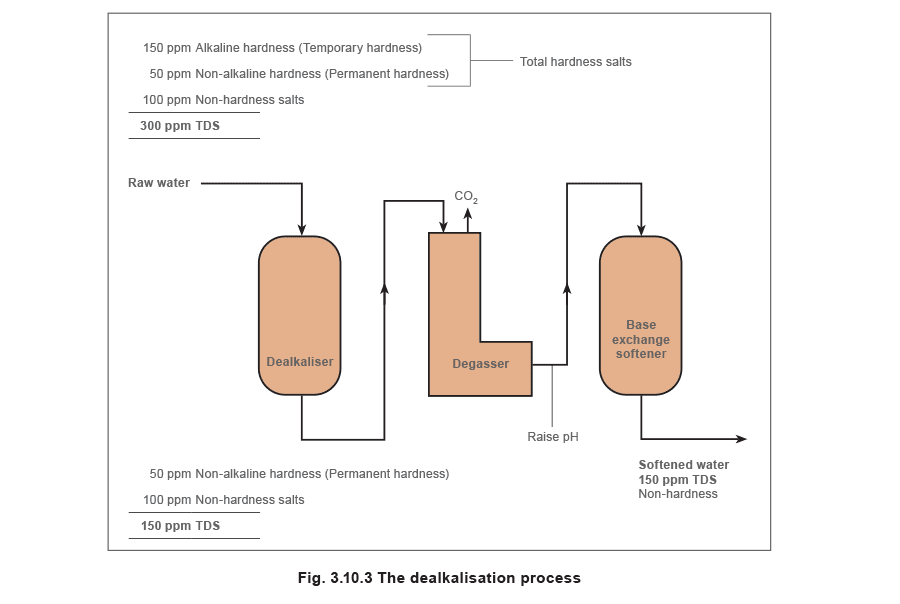
O sistema mostrado na Figura 3.10.3 é às vezes chamado de amaciamento de ‘fluxo dividido’. Um desalcalinizador raramente seria usado sem um amaciador de troca básica, pois a solução produzida é ácida e causaria corrosão, e qualquer dureza permanente passaria direto para a caldeira.
Uma planta de desalcalinização removerá a dureza temporária conforme mostrado na Figura 3.10.3. Este sistema seria geralmente empregado quando uma porcentagem muito alta de água de reposição deve ser usada.
Desmineralização
Desmineralização
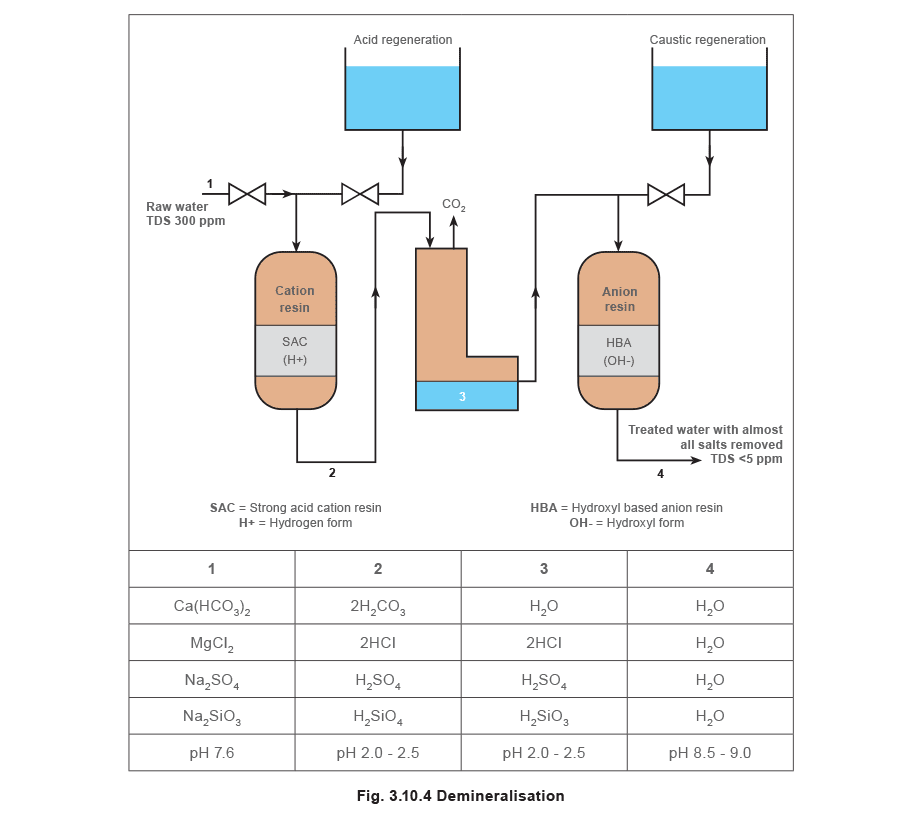
Este processo removerá virtualmente todos os sais. Envolve passar a água bruta através de resinas de troca de cátions e ânions (Figura 3.10.4). Às vezes as resinas podem ser contidas em um vaso e isso é denominado desmineralização de ‘leito misto’. O processo remove virtualmente todos os minerais e produz água de muito alta qualidade contendo quase nenhum sólido dissolvido. É usada para caldeiras de pressão muito alta, como as de usinas de energia. Se a água bruta tiver uma grande quantidade de sólidos suspensos, isso rapidamente sujará o material de troca iônica, aumentando drasticamente os custos operacionais. Nesses casos, algum pré-tratamento da água bruta como clarificação ou filtração pode ser necessário.
Seleção da planta de tratamento externo de água
Seleção da planta de tratamento externo de água
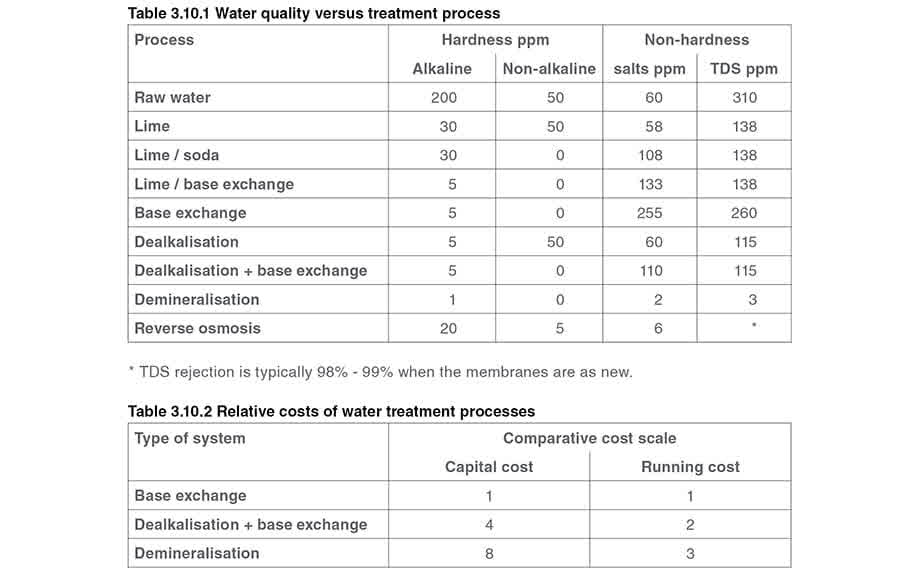
Olhando a Tabela 3.10.1, é tentador pensar que uma planta de desmineralização deve sempre ser usada. No entanto, cada sistema tem um custo de capital e um custo operacional, conforme a Tabela 3.10.2 ilustra, além das demandas da planta individual precisarem ser avaliadas.
Planta de caldeiras de casco
Planta de caldeiras de casco
Geralmente, caldeiras de casco são capazes de tolerar um nível de TDS razoavelmente alto, e os custos de capital e operação relativamente baixos das plantas de amaciamento por troca básica (ver Tabela 3.10.2) geralmente as tornam a primeira escolha.
Se o suprimento de água bruta tiver um valor de TDS alto, e/ou a taxa de retorno de condensado for baixa (<40%), há algumas opções que podem ser consideradas:
- Pré-tratamento com cal/soda que fará com que a dureza alcalina precipite fora da solução como carbonato de cálcio e hidróxido de magnésio, e então drene do vaso de reação.
- Uma planta de desalcalinização para reduzir o nível de TDS da água fornecida à planta de caldeiras.
Planta de caldeiras tubulares
Planta de caldeiras tubulares
A planta de caldeiras tubulares é muito menos tolerante a altos níveis de TDS, e ainda menos à medida que a pressão aumenta. Isso é devido a uma série de razões, incluindo:
- Caldeiras tubulares têm uma área superficial de água limitada no tambor de vapor, em relação à taxa de evaporação. Isso resulta em taxas de liberação de vapor muito altas por unidade de área de água, e turbulência.
- Caldeiras tubulares tendem a ter classificação mais alta, talvez acima de 1 000 toneladas/h de vapor. Isso significa que mesmo uma pequena porcentagem de blowdown pode representar uma alta massa a ser submetida a blowdown.
- Caldeiras tubulares tendem a operar a pressões mais altas, geralmente até 150 bar g. Quanto mais alta a pressão, maior a energia contida na água de blowdown. Pressões mais altas também significam temperaturas mais altas. Isso significa que os materiais de construção estarão sujeitos a tensões térmicas mais altas, e estarão operando mais perto de suas limitações metalúrgicas. Mesmo uma pequena quantidade de contaminação interna prejudicando a transferência de calor dos tubos para a água pode resultar no superaquecimento dos tubos.
- Caldeiras tubulares frequentemente incorporam um superaquecedor. O vapor saturado seco do tambor de vapor pode ser direcionado para tubos de superaquecedor situados na área de mais alta temperatura da fornalha. Qualquer arraste de água contaminada com o vapor revestiria o interior dos tubos do superaquecedor, e inibiria a transferência de calor com resultados potencialmente desastrosos.
Os fatores acima significam que:
- O tratamento de água de alta qualidade é essencial para a operação segura desse tipo de planta.
- Pode ser economicamente viável investir em uma estação de tratamento de água que minimizará as taxas de blowdown. Em cada um desses casos, a seleção será frequentemente uma planta de desmineralização ou de osmose reversa.
Resumo
Resumo
A qualidade da água bruta é obviamente um fator importante ao escolher uma estação de tratamento de água. Embora os níveis de TDS afetem o desempenho da operação da caldeira, outros problemas, como alcalinidade total ou conteúdo de sílica podem às vezes ser mais importantes e então dominar o processo de seleção para equipamentos de tratamento de água.