Uap dan Organisasi
Manfaat yang dijelaskan tidak menarik bagi semua pengguna uap. Manfaat uap, sebagai pemecah masalah, dapat dibagi menurut sudut pandang berbeda dalam bisnis. Manfaat ini dipersepsikan berbeda tergantung apakah Anda seorang direktur utama, manajer, atau tingkat operasional.
Pertanyaan yang diajukan orang-orang ini tentang uap sangat berbeda.
Direktur utama
Eksekutif tingkat tertinggi berkepentingan dengan solusi transfer energi terbaik untuk memenuhi tujuan strategis dan keuangan organisasi.
Jika sebuah perusahaan memasang sistem uap atau memilih untuk meningkatkan sistem yang ada, investasi modal yang signifikan diperlukan, dan hubungan dengan sistem, dan penyedia sistem, akan panjang dan rumit.
Direktur utama dan manajemen senior ingin jawaban atas pertanyaan-pertanyaan berikut:
Direktur utama dan manajemen senior ingin jawaban atas pertanyaan-pertanyaan berikut:
P. Investasi modal seperti apa yang diwakili oleh sistem uap? Sistem uap hanya memerlukan pipa berdiameter kecil untuk memenuhi kebutuhan panas yang tinggi. Tidak memerlukan pompa mahal atau balancing, dan hanya katup dua port yang diperlukan. Ini berarti sistem lebih sederhana dan lebih murah dibandingkan, misalnya, sistem air panas suhu tinggi. Efisiensi tinggi pabrik uap berarti pabrik ini ringkas dan memanfaatkan ruang secara maksimal, sesuatu yang sering menjadi premium di dalam pabrik. Selain itu, meningkatkan sistem uap yang ada dengan ketel dan kontrol terbaru biasanya mewakili 50% dari biaya menghapusnya dan menggantinya dengan sistem gas terdesentralisasi. P. Bagaimana biaya operasi dan pemeliharaan sistem uap akan mempengaruhi biaya overhead? Pabrik ketel terpusat sangat efisien dan dapat menggunakan tarif bahan bakar interupsi yang rendah. Ketel bahkan dapat didukung oleh limbah, atau menjadi bagian dari pembangkit gabungan panas dan tenaga canggih. Peralatan uap biasanya menikmati umur panjang - angka tiga puluh tahun atau lebih dari umur pemeliharaan rendah cukup biasa. Pabrik uap modern, dari rumah ketel ke pabrik pengguna uap dan kembali, dapat sepenuhnya diotomatisasi. Ini secara dramatis memotong biaya pengoperasian pabrik. Peralatan pemantauan energi canggih akan memastikan bahwa pabrik tetap efisien energi dan memiliki kebutuhan pengoperasian yang rendah. Semua faktor ini secara kombinasi berarti bahwa sistem uap menikmati biaya masa pakai yang rendah. P. Jika sistem uap dipasang, bagaimana pemanfaatan terbaik dapat dilakukan? Uap memiliki berbagai kegunaan. Uap dapat digunakan untuk pemanasan ruangan area luas, untuk proses kompleks, dan untuk tujuan sterilisasi. Menggunakan rumah sakit sebagai contoh, uap ideal karena dapat dihasilkan secara sentralisasi pada tekanan tinggi, didistribusikan pada jarak jauh, dan kemudian dikurangi tekanannya pada titik penggunaan. Ini berarti bahwa satu ketel tekanan tinggi dapat memenuhi kebutuhan semua aplikasi di sekitar rumah sakit, misalnya, pemanasan bangsal, pelembaban udara, memasak makanan dalam jumlah besar, dan sterilisasi peralatan. Tidak semudah itu untuk memenuhi semua kebutuhan ini dengan sistem air. P. Bagaimana jika kebutuhan berubah di masa depan? Sistem uap fleksibel dan mudah untuk diperluas. Sistem ini dapat berkembang bersama perusahaan dan diubah untuk memenuhi tujuan bisnis yang berubah. P. Apa yang dikatakan penggunaan uap tentang perusahaan? Penggunaan uap bertanggung jawab secara lingkungan. Perusahaan terus memilih uap karena dihasilkan dengan tingkat efisiensi bahan bakar yang tinggi. Kontrol lingkungan semakin ketat, bahkan hingga organisasi harus mempertimbangkan biaya dan metode pembuangan pabrik sebelum dipasang. Semua masalah ini dipertimbangkan selama desain dan manufaktur pabrik uap.
Tingkat manajemen
Seorang manajer akan mempertimbangkan uap sebagai sesuatu yang akan menyediakan solusi untuk masalah manajemen, sebagai sesuatu yang akan menguntungkan dan menambah nilai bisnis. Tanggung jawab manajer adalah mengimplementasikan inisiatif yang diperintahkan oleh eksekutif senior. Seorang manajer akan bertanya “Bagaimana uap akan memungkinkan implementasi yang sukses dari tugas ini?”
Manajer cenderung praktis dan fokus pada penyelesaian tugas dalam anggaran. Mereka akan memilih untuk menggunakan uap jika mereka yakin uap akan memberikan jumlah praktisitas dan kepraktisan terbesar, dengan biaya yang wajar.
Mereka kurang memperhatikan mekanisme sistem uap itu sendiri. Perspektif yang berguna adalah bahwa manajer adalah orang yang menginginkan produk jadi, tanpa perlu mengetahui bagaimana mesin yang memproduksinya dirakit.
Manajer memerlukan jawaban atas pertanyaan-pertanyaan berikut:
Manajer memerlukan jawaban atas pertanyaan-pertanyaan berikut:
P. Apakah uap cocok untuk proses? Uap melayani berbagai aplikasi dan kegunaan. Uap memiliki kandungan panas tinggi dan melepaskan panas pada suhu konstan. Uap tidak menciptakan gradien suhu di sepanjang permukaan perpindahan panas, tidak seperti air dan minyak termal, yang berarti dapat memberikan kualitas produk yang lebih konsisten. Karena uap adalah fluida murni, uap dapat disuntikkan langsung ke dalam produk atau dibuat mengelilingi produk yang dipanaskan. Energi yang diberikan ke proses mudah dikontrol menggunakan katup dua port, karena hubungan langsung antara suhu dan tekanan. P. Jika sistem uap dipasang, bagaimana pemanfaatan terbaik dapat dilakukan? Uap memiliki berbagai kegunaan. Uap dapat digunakan untuk pemanasan ruangan di area luas, dan untuk banyak proses manufaktur kompleks.
Pada tingkat operasional, kondensat yang diproduksi oleh proses manufaktur dapat dikembalikan ke tangki umpan ketel. Ini dapat secara signifikan mengurangi biaya bahan bakar dan pengolahan air ketel, karena air sudah diolah dan pada suhu tinggi. Uap bertekanan rendah juga dapat diproduksi dari kondensat dalam bejana flash, dan digunakan dalam aplikasi bertekanan rendah seperti pemanasan ruangan P. Berapa biaya produksi uap? Air melimpah dan murah, dan ketel uap sangat efisien karena mengekstraksi proporsi besar energi yang terkandung dalam bahan bakar. Seperti disebutkan sebelumnya, pabrik ketel sentral dapat memanfaatkan tarif bahan bakar interupsi yang murah, sesuatu yang tidak mungkin untuk sistem gas terdesentralisasi yang menggunakan pasokan konstan bahan bakar tarif premium.
Uap flash dan kondensat dapat dipulihkan dan dikembalikan ke ketel atau digunakan pada aplikasi bertekanan rendah dengan kerugian minimal.
Penggunaan uap mudah dipantau menggunakan flowmeter uap dan produk kompatibel SCADA. Untuk angka nyata, lihat ‘Biaya menghasilkan uap’, nanti di Modul ini. Dalam hal biaya modal dan operasi, terlihat ketika menjawab kekhawatiran direktur utama bahwa pabrik uap dapat mewakili nilai uang di kedua area. P. Apakah cukup ruang pemasangan? Tingkat perpindahan panas tinggi yang dinikmati uap berarti pabrik lebih kecil dan lebih ringkas dibandingkan pabrik air atau minyak termal. Paket penukar panas uap ke air panas modern tipikal berkapasitas 1 200 kW hanya menempati 0,7 m² lantai. Bandingkan ini dengan kalorifier air panas yang mungkin mengambil sebagian besar ruang pabrik. P. Tidak ingin terlalu memikirkan bagian proses ini, dapatkah solusi total disediakan? Pabrik uap dapat disediakan dalam bentuk paket ringkas siap pasang yang dipasang, dikomisikan, dan siap beroperasi dalam waktu yang sangat singkat. Paket ini menawarkan bertahun-tahun operasi bebas masalah dan memiliki biaya masa pakai yang rendah.
Personel teknis/operator
Pada tingkat operasional, efisiensi sehari-hari dan kehidupan kerja individu dapat langsung dipengaruhi oleh pabrik uap dan cara operasinya. Individu-individu ini ingin mengetahui bahwa pabrik akan bekerja, seberapa baik ia akan bekerja, dan efek yang akan ditimbulkan pada waktu dan sumber daya mereka.
Personel teknis/operator memerlukan jawaban atas pertanyaan-pertanyaan berikut:
Personel teknis/operator memerlukan jawaban atas pertanyaan-pertanyaan berikut:
P. Apakah akan rusak? Pabrik uap yang dirancang dan dirawat dengan baik seharusnya tidak memiliki alasan untuk rusak. Mekanisme sistem mudah dipahami dan dirancang untuk meminimalkan pemeliharaan. Tidak jarang item pabrik uap menikmati 30 atau 40 tahun kehidupan bebas masalah. P. Ketika pemeliharaan diperlukan, seberapa mudah? Pabrik uap modern dirancang untuk memfasilitasi pemeliharaan yang cepat dan mudah dengan waktu henti minimal. Desain modern komponen adalah manfaat dalam hal ini. Misalnya, steam trap konektor berputar dapat diganti dengan membuka dua baut dan memasukkan unit trap baru ke tempatnya. Manifold uap dan kondensat tempa modern menggabungkan katup piston yang dapat dirawat inline dengan alat genggam sederhana. Sistem pemantauan canggih menargetkan komponen yang benar-benar membutuhkan pemeliharaan, daripada membiarkan pemeliharaan preventif dilakukan secara tidak perlu pada item pabrik yang berfungsi.
Bagian dalam katup kontrol cukup diangkat dan diubah secara inline, dan aktuator dapat dibalik di lapangan. Pompa mekanik dapat diservis, cukup dengan melepas penutup, yang memiliki semua bagian internal yang terpasang padanya. Konektor pipa universal memungkinkan steam trap diganti dalam hitungan menit. Poin penting yang perlu diperhatikan adalah bahwa ketika pemeliharaan sistem diperlukan, sistem uap mudah diisolasi dan akan mengering dengan cepat, yang berarti perbaikan dapat dengan cepat dilakukan. Setiap kebocoran kecil yang terjadi tidak beracun. Ini tidak selalu terjadi dengan sistem cairan, yang lebih lambat dan lebih mahal untuk dikeringkan, dan mungkin termasuk fluida termal beracun atau sulit ditangani.
P. Apakah sistem akan merawat dirinya sendiri?
Tabel 1.2.1 Pengguna uap
| Pengguna berat | Pengguna sedang | Pengguna ringan |
|---|---|---|
| Makanan dan minuman Farmasi Pengilangan minyak Bahan kimia Plastik Pulp dan kertas Pengilangan gula Tekstil Pemrosesan logam Karet dan ban Pembuatan kapal Pembangkitan tenaga | Pemanasan dan ventilasi Memasak Pengawetan Pendinginan Fermentasi Perawatan Pembersihan Peleburan Pemanggangan Pengeringan | Elektronik Hortikultura Penyejuk udara Pelembaban |
Kegunaan menarik untuk uap:
Kegunaan menarik untuk uap:
- Shrink-wrapping daging.
- Menekan tutup pada toples makanan.
- Meledakkan jagung untuk membuat cornflakes.
- Mewarnai bola tenis.
- Memperbaiki pipa bawah tanah (uap digunakan untuk mengembangkan dan menyegel busa yang telah dipompa ke dalam pipa. Ini membentuk pelapis baru untuk pipa dan menyegel retakan apa pun).
- Menjaga cokelat tetap lembut, sehingga dapat dipompa dan dicetak.
- Membuat botol minuman tampak menarik tetapi aman, misalnya tahan gangguan, dengan heat shrinking film pembungkus.
- Mengeringkan lem (memanaskan lem dan bahan untuk dikeringkan pada roll).
- Membuat kondom.
- Membuat bubble wrap.
- Mengupas kentang per tonne (uap tekanan tinggi disuntikkan ke dalam bejana berisi kentang. Kemudian segera didepresi, menarik kulitnya).
- Memanaskan kolam renang.
- Membuat kopi instan, susu, atau bubuk kakao.
- Mencetak ban.
- Menyetrika pakaian.
- Membuat karpet.
- Menggelombang kardus.
- Memastikan kualitas cat yang tinggi pada mobil.
- Mencuci botol susu.
- Mencuci tong bir.
- Mengeringkan kertas.
- Memastikan obat-obatan dan peralatan medis steril.
- Memasang keripik kentang.
- Mensterilkan kursi roda.
- Memasang potongan makanan, misalnya makanan laut, secara merata dalam keranjang menggunakan uap yang disuntikkan untuk panas, kelembapan, dan turbulensi sekaligus.
- Memasak bejana besar makanan dengan injeksi langsung atau pemanasan jaket. …dan ratusan lagi.
Di industri saat ini, biaya penyediaan energi sangat menarik minat. Tabel 1.2.2 menunjukkan harga bahan bakar industri sementara untuk Inggris Raya, diperoleh dari Digest terbaru Statistik Energi Inggris. Tabel 1.2.2 Harga bahan bakar GB (tidak termasuk Climate Change Levy)
| Bahan Bakar | Ukuran konsumen | 2009 |
| Batu bara (£ per tonne) | Kecil | 120.19 |
| Sedang | 82.23 | |
| Besar | 54.82 | |
| Minyak bakar berat (£ per tonne) | Kecil | 421.9 |
| Sedang | 378.6 | |
| Besar | 376.5 | |
| Minyak gas (£ per tonne) | Kecil | 507.6 |
| Sedang | 506 | |
| Besar | 481.8 | |
| Listrik (pence per kWh) | Kecil | 9.82 |
| Sedang | 8.84 | |
| Besar | 6.48 | |
| Gas (pence per kWh) | Kecil | 2.93 |
| Sedang | 2.53 | |
| Besar | 1.8 |
Biaya menghasilkan uap berdasarkan biaya di atas
Biaya menghasilkan uap berdasarkan biaya di atas
Semua angka tidak termasuk Climate Change Levy yang berlaku pada April 2001. Biaya menghasilkan 1 000 kg uap menggunakan jenis bahan bakar yang tercantum dan angka biaya bahan bakar rata-rata ditunjukkan dalam Tabel 1.2.3. Tabel 1.2.3 Biaya uap GB - 2009
| Fuel | Average unit cost (£) | Unit of supply | Cost of raising 1 000 kg of steam (£) | |
| Oil | Heavy (3 500 s) | 0.366 0 | Per litre | 27.13 |
| Gas oil (35 s) | 0.400 0 | Per litre | 27.64 | |
| Natural gas | Firm | 0.020 0 | Per kWh | 16.98 |
| Interruptible | 0.018 0 | Per kWh | 15.28 | |
| Coal | 59.600 0 | Per Tonne | 6.07 | |
| Electricity | 0.072 7 | Per kWh | 49.37 | |
Efisiensi ketel
Ketel uap modern umumnya beroperasi pada efisiensi antara 80 dan 85%. Beberapa kerugian distribusi akan terjadi dalam perpipaan antara ketel dan peralatan pabrik proses, tetapi untuk sistem yang diisolasi sesuai standar saat ini, kerugian ini tidak boleh melebihi 5% dari kandungan panas total uap. Panas dapat dipulihkan dari blowdown, uap flash dapat digunakan untuk aplikasi bertekanan rendah, dan kondensat dikembalikan ke tangki umpan ketel. Jika economizer dipasang di cerobong asap ketel, efisiensi keseluruhan pabrik uap terpusat akan sekitar 87%. Ini lebih rendah dari efisiensi 100% yang direalisasikan dengan sistem pemanas listrik pada titik penggunaan, tetapi biaya operasi tipikal untuk kedua sistem harus dibandingkan. Jelas bahwa opsi termurah adalah pabrik ketel terpusat, yang dapat menggunakan tarif gas interupsi yang lebih rendah daripada tarif penuh gas atau listrik, yang penting untuk sistem pemanas titik penggunaan. Efisiensi keseluruhan pembangkitan listrik di pembangkit tenaga listrik adalah sekitar 30 hingga 35%, dan ini tercermin dalam biaya satuan. Komponen dalam pabrik uap juga sangat efisien. Misalnya, steam trap hanya mengizinkan kondensat mengalir dari pabrik, mempertahankan uap berharga untuk proses. Uap flash dari kondensat dapat dimanfaatkan untuk proses bertekanan lebih rendah dengan bantuan bejana flash. Halaman-halaman berikut memperkenalkan beberapa contoh nyata situasi di mana pengguna uap awalnya telah diberi saran buruk dan/atau hanya memiliki akses ke informasi berkualitas rendah atau tidak lengkap terkait pabrik uap. Dalam kedua kasus, mereka hampir membuat keputusan yang akan mahal dan tentu saja tidak demi kepentingan terbaik organisasi mereka. Beberapa detail identifikasi telah diubah.
Studi kasus: Rumah sakit di Inggris Barat mempertimbangkan mengganti sistem uap mereka
Studi kasus: Rumah sakit di Inggris Barat mempertimbangkan mengganti sistem uap mereka
Dalam satu situasi nyata di pertengahan 1990-an, sebuah rumah sakit di Barat Inggris mempertimbangkan untuk mengganti sistem uap tua mereka dengan sistem air panas suhu tinggi, menggunakan ketel gas tambahan untuk menangani beberapa beban. Meskipun sistem uap modern sangat canggih dan efisien dalam desainnya, sistem lama yang terabaikan kadang-kadang ditemui dan pengguna ini perlu mengambil keputusan baik untuk memperbarui atau mengganti sistem. Alokasi keuangan untuk proyek ini adalah £2,57 juta selama tiga tahun, termasuk biaya profesional plus PPN. Ditunjukkan, dalam konsultasi dengan rumah sakit, bahwa hanya £1,2 juta yang dibelanjakan selama sepuluh tahun akan menyediakan pembaruan ketel uap, perpipaan, dan sejumlah besar kalorifier. Juga jelas bahwa pembaruan sistem uap akan memerlukan input profesional yang jauh lebih sedikit. Faktanya, beralih ke air panas suhu tinggi (HTHW) akan menelan biaya lebih dari £1,2 juta lebih banyak daripada memperbarui sistem uap. Alasan yang awalnya diberikan rumah sakit untuk mengganti sistem uap adalah:
-
Dengan sistem HTHW, diasumsikan bahwa biaya pemeliharaan dan operasi akan lebih rendah.
-
Pabrik uap yang ada, ketel dan perpipaan perlu diganti terlebih dahulu. Biaya pemeliharaan untuk sistem uap dikatakan termasuk asuransi kalorifier, pemeliharaan steam trap, katup pengurang, dan pabrik pengolahan air, juga penggantian perpipaan kondensat. Biaya operasi dikatakan termasuk pengolahan air, air tambahan, pengoperasian rumah ketel, dan kehilangan panas dari kalorifier, blowdown, dan trap. Biaya operasi tahunan perkiraan yang digunakan rumah sakit untuk HTHW versus uap, diberikan dalam Tabel 1.2.4.
Tabel 1.2.4 Biaya operasi
| Utilitas | Uap (£) | HTHW (£) |
| Bahan bakar | 245 000 | 217 500 |
| Kehadiran | 57 000 | 0 |
| Pemeliharaan | 77 000 | 40 000 |
| Pengolahan air | 8 000 | 0 |
| Air | 400 | 100 |
| Listrik | 9 000 | 12 000 |
| Suku cadang | 10 000 | 5 000 |
| Total | £406 400 | £274 600 |
Additional claims in favour of individual gas fired boilers were given as: **-**No primary mains losses.
-
Smaller replacement boilers.
-
No stand-by fuel requirement. The costings set out above made the HTHW system look like the more favourable option in terms of operating costs. The new HTHW system would cost £1 953 000 plus £274 600 per annum in operating and maintenance costs. This, in effect, meant decommissioning a plant and replacing it at a cost in excess of £2 million, to save just over £130 000 a year. The following factors needed to be taken into account:
-
The £130 000 saving using HTHW is derived from £406 400 - £274 600. The steam fuel cost can be reduced to the same level as for HTHW by using condensate return and flash steam recovery. This would reduce the total by £65 000 to £341 400.
-
The largest savings claimed were due to the elimination of manned boilers. However, modern boiler houses are fully automated and there is no manning requirement.
-
The £37 000 reduction in maintenance costs looked very optimistic considering that the HTHW solution included the introduction of 16 new gas fired boilers, 4 new steam generators and 9 new humidifiers. This would have brought a significant maintenance requirement.
-
The steam generators and humidifiers had unaccounted for fuel requirements and water treatment costs. The fuel would have been supplied at a premium rate to satisfy the claim that stand-by fuel was not needed. In contrast, centralised steam boilers can utilise low cost alternatives at interruptible tariff.
-
The savings from lower mains heat losses (eliminated from mains-free gas fired boilers) were minimal against the total costs involved, and actually offset by the need for fuel at premium tariff.
-
A fact given in favour of replacing the steam system was the high cost of condensate pipe replacement. This statement tells us that corrosion was taking place, of which the commonest cause is dissolved gases, which can be removed physically or by chemical treatment. Removing the system because of this is like replacing a car because the ashtrays are full!
-
A disadvantage given for steam systems was the need for insurance inspection of steam/ water calorifiers. However, HTHW calorifiers also require inspection!
-
A further disadvantage given was the need to maintain steam pressure reducing valves. But water systems contain three-port valves with a significant maintenance requirement.
-
The cost of make-up water and water treatment for steam systems was criticised. However, when a steam system requires maintenance, the relevant part can be easily isolated and quickly drained with few losses (this minimises downtime). In contrast, a water system requires whole sections to be cooled and then drained off. It must then be refilled and purged of air after maintenance. HTHW systems also require chemical treatment, just like steam systems. Presented with these explanations, the hospital realised that much of the evidence they had been basing their decision on was biased and incomplete. The hospital engineering team reassessed the case, and decided to retain their steam plant and bring it up to date with modern controls and equipment, saving a considerable amount of money.
Trace heating
Trace heating adalah elemen vital dalam operasi yang andal dari perpipaan dan bejana penyimpanan/proses, di berbagai industri.
Tracer uap adalah pipa uap kecil yang berjalan di sepanjang permukaan luar pipa proses (biasanya) lebih besar. Pasta konduktif panas sering digunakan antara tracer dan pipa proses. Kedua pipa kemudian diisolasi bersama. Panas yang disediakan dari tracer (melalui konduksi) mencegah isi pipa proses yang lebih besar dari pembekuan (perlindungan anti-frost untuk jalur air) atau mempertahankan suhu fluida proses sehingga tetap mudah dipompa. Tracing umumnya ditemukan di industri minyak dan petrokimia, tetapi juga di sektor makanan dan farmasi, untuk minyak, lemak, dan glukosa. Banyak dari cairan ini hanya dapat dipompa pada suhu jauh di atas lingkungan. Dalam pemrosesan kimia, berbagai produk dari asam asetat hingga aspal, sulfur, dan seng hanya dapat dipindahkan melalui pipa jika dipertahankan pada suhu yang sesuai. Untuk jalur pipa ekstensif yang ditemukan di sebagian besar industri proses, tracing uap tetap menjadi pilihan paling populer. Untuk jalur sangat pendek atau di mana tidak ada pasokan uap yang tersedia, tracing listrik sering dipilih, meskipun air panas juga digunakan untuk kebutuhan suhu rendah. Manfaat relatif dari tracing uap dan listrik dirangkum dalam Tabel 1.2.5.
Tabel 1.2.5 Manfaat relatif dari trace heating uap dan listrik
| Trace heating uap | Trace heating listrik | |
|---|---|---|
| Ketangguhan - kemampuan untuk menahan cuaca buruk dan penyalahgunaan fisik | Baik | Buruk |
| Fleksibilitas - kemampuan untuk memenuhi tuntutan produk yang berbeda | Sangat baik | Buruk |
| Kesesuaian - kesesuaian untuk digunakan di area berbahaya | Sangat baik | Tidak dapat digunakan di semua zona |
| Biaya energi per GJ | 0 hingga £7,70 | £22,00 |
| Umur sistem | Panjang | Terbatas |
| Keandalan | Tinggi | Tinggi |
| Kemudahan sistem dapat diperluas | Mudah | Sulit |
| Kontrol suhu - akurasi mempertahankan suhu | Sangat baik/Tinggi | Sangat baik |
| Kesesuaian untuk pabrik besar | Sangat baik | Sedang |
| Kesesuaian untuk pabrik kecil | Sedang | Baik |
| Kemudahan pemasangan tracer | Sedang | Memerlukan keterampilan khusus |
| Biaya pemeliharaan | Rendah | Sedang |
| Kebutuhan staf pemeliharaan khusus | Tidak | Ya |
| Ketersediaan sebagai proyek turnkey | Ya | Ya |
Studi kasus: Kilang minyak Inggris menggunakan tracing uap untuk pipa 4 km
Studi kasus: Kilang minyak Inggris menggunakan tracing uap untuk pipa 4 km
Pada tahun 1998, sistem trace heating uap dipasang di salah satu kilang minyak terbesar di Inggris.
Latar belakang
Perusahaan minyak yang dimaksud terlibat dalam ekspor jenis produk lilin. Lilin memiliki banyak kegunaan, seperti isolasi dalam kabel listrik, sebagai resin dalam kertas gelombang, dan sebagai pelindung yang digunakan untuk melindungi buah segar.
Lilin memiliki sifat yang mirip dengan lilin lilin. Untuk memungkinkannya diangkut jarak jauh dalam bentuk cairan, lilin perlu dipertahankan pada suhu tertentu. Oleh karena itu kilang memerlukan pipa dengan tracing kritis.
Proyek ini memerlukan pemasangan jalur pipa produk berdiameter 200 mm, yang akan berjalan dari area tangki ke terminal laut di laut - pipa sepanjang sekitar 4 km.
Proyek dimulai pada April 1997, pemasangan selesai pada Agustus 1998, dan ekspor lilin pertama yang berhasil terjadi sebulan kemudian.
Meskipun tim manajemen kilang awalnya berkomitmen pada solusi tracing listrik, mereka diyakinkan untuk melihat proposal desain perbandingan dan perkiraan biaya untuk opsi tracing listrik dan uap.
Aplikasi lilin
Parameter kunci untuk aplikasi tracing kritis ini adalah menyediakan kontrol suhu yang ketat dari produk pada 80°C, tetapi memiliki kemampuan untuk meningkatkan suhu ke 90°C untuk kondisi start-up atau aliran ulang. Faktor kritis lainnya termasuk fakta bahwa produk akan memadat pada suhu di bawah 60°C, dan rusak jika terkena suhu di atas 120°C.
Uap tersedia di lokasi pada 9 bar g dan 180°C, yang segera menimbulkan masalah suhu permukaan berlebihan jika perpipaan tracing karbon steel schedule 80 konvensional akan digunakan. Ini telah diusulkan oleh kontraktor sebagai solusi tracing uap tradisional untuk perusahaan minyak.
Total panjang tabung tracer yang diperlukan adalah 11,5 km, yang berarti bahwa pemasangan perpipaan karbon steel akan sangat memakan tenaga kerja, mahal, dan tidak praktis. Dengan semua sambungan yang terlibat, ini bukan pilihan yang menarik.
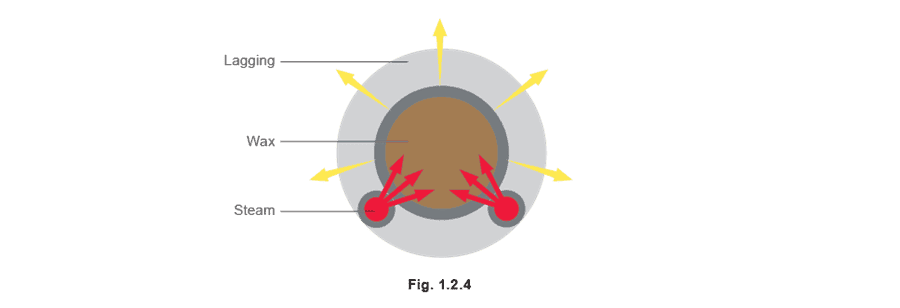
Namun, sistem tracing uap saat ini sangat maju secara teknologi. Spirax Sarco dan mitra mereka dalam proyek ini, perusahaan tracing spesialis, mampu mengusulkan dua jalur paralel tabung tracer tembaga yang diisolasi, yang secara efektif menempatkan lapisan isolasi antara pipa produk dan tracer uap. Ini memungkinkan penggunaan pasokan uap pada 9 bar g, tanpa potensi hot spot yang dapat melebihi batasan produk 120°C kritis.
Manfaat pemasangan adalah bahwa karena tabung tracer uap yang ditempa digulung tersedia dalam panjang drum kontinu, jalur 50 m yang diusulkan akan memiliki jumlah sambungan yang terbatas, mengurangi potensi kebocoran dari konektor di masa depan.
Ini menyediakan solusi yang andal dan pemeliharaan rendah.
Setelah perhitungan audit energi komprehensif, dan produksi gambar instalasi skematik untuk tujuan perkiraan biaya, bersama dengan beberapa rekayasa yang cermat, proposalnya adalah menggunakan sistem distribusi 9 bar g yang ada dengan perpipaan karbon steel 15 mm untuk memberi makan sistem tracing, bersama dengan saringan dan kontrol suhu. Perpipaan kondensat karbon steel digunakan bersama dengan trap tracing ringan yang meminimalkan kebutuhan penopang fabrikasi substansial.
Jalur tracer tipikal akan berupa 50 m dari tabung tracer tembaga terisolasi ganda, dipasang pada posisi jam 4 dan 8 di sekitar pipa produk, dipegang ke jalur pipa produk dengan pita stainless steel pada interval 300 mm.
Biaya material dan pemasangan untuk trace heating uap sekitar 30% lebih murah daripada opsi tracing listrik. Selain itu, biaya operasi berkelanjutan untuk sistem uap akan menjadi sebagian kecil dari opsi listrik.
Sebelum manajemen perusahaan minyak berkomitmen pada sistem tracing uap, mereka tidak hanya memerlukan garansi produk yang diperpanjang dan jaminan kinerja pabrik, tetapi juga bersikeras bahwa rig pengujian harus dibangun untuk membuktikan kesesuaian tracer self-acting yang dikontrol untuk aplikasi yang berat tersebut.
Spirax Sarco mampu meyakinkan mereka tentang kesesuaian desain dengan mengacu pada instalasi yang ada di tempat lain di pabrik mereka, di mana sepuluh pengontrol self-acting sudah terpasang dan berhasil bekerja pada trace heating jalur transfer pompa.
Perusahaan minyak kemudian diyakinkan tentang manfaat tracing uap untuk jalur produk lilin dan melanjutkan untuk memasang sistem tracing uap.
Survei mendalam lebih lanjut dari jalur pipa 4 km dilakukan untuk memungkinkan produksi gambar instalasi lengkap. Perusahaan juga diberikan pelatihan di lokasi untuk personel tentang praktik dan prosedur pemasangan yang benar.
 Setelah pemasangan, desain beban panas dikonfirmasi dan produk dipertahankan pada 80°C yang diperlukan.
Eksekutif perusahaan minyak terkesan dengan keberhasilan proyek dan memilih untuk memasang tracing uap untuk jalur produk lilin 300 m lainnya daripada tracing listrik, meskipun mereka awalnya yakin bahwa tracing listrik adalah satu-satunya solusi untuk aplikasi kritis.
Setelah pemasangan, desain beban panas dikonfirmasi dan produk dipertahankan pada 80°C yang diperlukan.
Eksekutif perusahaan minyak terkesan dengan keberhasilan proyek dan memilih untuk memasang tracing uap untuk jalur produk lilin 300 m lainnya daripada tracing listrik, meskipun mereka awalnya yakin bahwa tracing listrik adalah satu-satunya solusi untuk aplikasi kritis.